河南咸鸭蛋水平给袋式包装机
我们的给袋式包装机在技术创新上不断突破,致力于为客户提供更加智能、高效的包装解决方案。通过引入人工智能和大数据技术,我们成功实现了给袋式包装机的智能化升级。现在,客户可以通过手机或电脑远程监控设备的运行状态,实时查看包装数量、合格率等关键数据。同时,给袋式包装机还具备自我学习和优化的能力。它能够根据客户的生产需求,自动调整包装参数,以达到包装效果。这种智能化的设计,不仅提高了设备的利用率,还降低了人工干预的成本,为客户带来了经济效益。全自动包装机,就选浙瑞包装科技,让您满意,欢迎新老客户来电!河南咸鸭蛋水平给袋式包装机
针对饼干、巧克力等休闲食品,枕式包装机采用双伺服拉膜系统,实现每分钟200包的高速运行。其特有的智能温控封合技术,可适应PE、CPP、铝箔等12种复合材料,封口强度达18N/15mm。配合多组色标传感器,图案定位精度≤0.2mm,满足品牌商对包装美观度的严苛要求。针对奶粉、咖啡粉等粉体物料,全自动粉剂包装机采用振动给料+螺杆计量系统,实现5-5000g的精细分装。其防扬尘设计通过多级过滤系统,粉尘泄漏量低于0.01mg/m3。某乳制品企业使用后,生产环境达到ISOClass7洁净度标准,设备维护成本降低55%。泥巴蛋给袋式全自动包装机浙瑞包装科技为您提供专业的全自动包装机,欢迎您的来电!
全自动立式包装机:特点:功能集成度高:集自动制袋、称重、灌装、封口、打码、切断等功能于一体,结构紧凑,占地面积小。包装速度快:可连续高速运行,包装速度快,能够满足大规模生产的需求。包装材料多样:适用于塑料薄膜、复合膜、铝箔袋、牛皮纸袋等多种包装材料。优势:计量精确:采用高精度计量装置,误差小,确保每袋产品的重量精细,提高了产品的质量稳定性8。智能化程度高:采用PLC+触摸屏操作系统,可自由设定参数,实时监控生产状况,操作简单直观,并且方便与其他设备联动,形成全自动包装生产线8。
在电商爆品包装场景中,浙瑞科技的全自动真空包装机展现出性能。其双工位循环系统配合高速真空抽气泵,可实现每分钟60袋的稳定产能,较传统设备效率提升4倍。设备搭载的视觉识别系统能自动剔除异形产品,确保包装一致性。针对生鲜冷链需求,特别设计的预冷装置可将包装后产品温度控制在2℃以下,延长保鲜周期。某生鲜电商企业引入该设备后,物流损耗率从8%降至1.5%,日均处理订单量突破2万单。浙瑞科技始终践行绿色制造理念。其真空包装机采用变频节能技术,空载功耗1.2kW,较同类产品省电40%。设备配备的余热回收系统可将热封过程中产生的热量转化为车间供暖能源,年减排二氧化碳超15吨。在包装材料方面,支持可降解环保膜的使用,帮助客户实现可持续发展目标。某出口企业使用该设备后,成功通过欧盟CE认证及ISO14001环境管理体系认证,提升了国际市场竞争力。全自动包装机,就选浙瑞包装科技。

给袋式包装机在医药行业的应用也具有重要意义。医药行业对产品的安全性和有效性要求极高,给袋式包装机以其无菌、防潮、防尘的特性,保障了药品的品质和安全性。其计量和控制系统,能够确保每个包装内的药品数量准确无误。同时,给袋式包装机还支持多种包装形式的切换,如瓶装、袋装等。这种多样化的包装形式不仅满足了不同药品的保存需求,还提高了药品的市场竞争力和患者用药的便捷性。在医药行业追求品质、高效率的现在,给袋式包装机无疑成为了重要的保障设备。浙瑞包装科技的全自动包装机值得放心。乐清松花蛋水平 包装机
浙瑞包装科技为您提供专业的全自动包装机,有想法可以来我司咨询!河南咸鸭蛋水平给袋式包装机
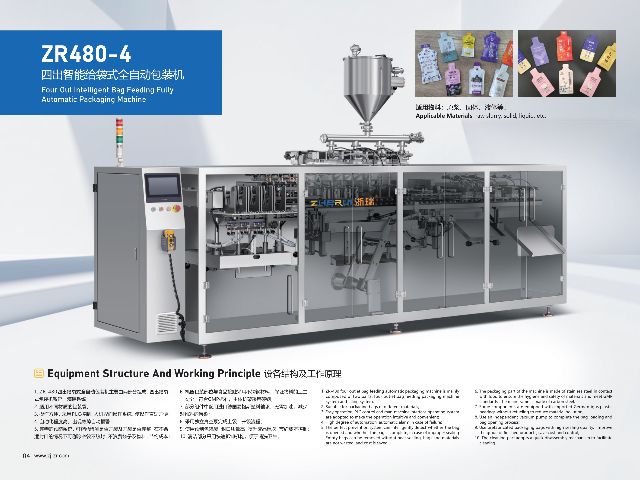
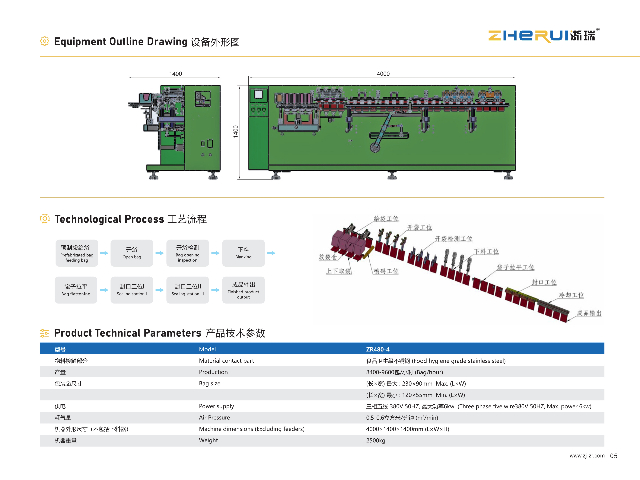
自动包装机及其组成结构的设计要求1.选择适宜的自动包装机零件的加工精度和加工光洁度等级;2.尽量选用标准零部件,3.零件的结构形状、尺寸尽可能的多次重复;4.根据自动包装机的职能、使用要求,选择工艺技术的机构与之适应,5.自动包装机和机构的结构零件数宜尽量少,6.自动包装机结构零件的几何形状简单,7.自动包装机零件的加工和装配的劳动量要少,材料利用率高;自动包装机设计中的经济效益要求所设计的自动包装机在使用中的经济与自动包装机的效率和使用经济性有关。河南咸鸭蛋水平给袋式包装机
- 河南咸鸭蛋水平给袋式包装机 2025-07-29
- 泥巴蛋全自动包装机设备厂家 2025-07-29
- 云南鸡蛋 包装机 2025-07-29
- 广东水平给袋式包装机 2025-07-29
- 上海松花蛋水平 包装机 2025-07-29
- 台州泥巴蛋全自动包装机 2025-07-29
- 广西水平给袋式 包装机 2025-07-29
- 苏州泥巴蛋全自动包装机 2025-07-29
- 松花蛋包装机 2025-07-29
- 山东泥巴蛋包装机 2025-07-29
- 中国台湾客房智能开关哪家好 2025-07-29
- 河南哪些双冷源恒温恒湿机组价位 2025-07-29
- 湖南汇川SV伺服一级代理商 2025-07-29
- 海南机器人制造自动化生产线安装 2025-07-29
- 广州异形刀片材质 2025-07-29
- 金坛区购买支架板销售厂家 2025-07-29
- 南京汽车零部件实验台原理 2025-07-29
- 贵州酒店维修高空作业平台供应 2025-07-29
- 湖南精密激光干涉仪价格 2025-07-29
- 重庆本地搅拌摩擦焊机市场报价 2025-07-29