液体包装机厂家供应
给袋式包装机在化工行业的应用同样广。化工行业的产品种类繁多,对包装的要求也各不相同。给袋式包装机以其适应性和灵活性,能够满足不同化工产品的包装需求。其先进的送袋系统和定位技术,能够确保化工产品在包装过程中的稳定性和安全性。同时,给袋式包装机还支持多种包装形式的切换,如桶装、罐装等。这种多样化的包装形式不仅满足了不同化工产品的保存需求,还提高了产品的市场竞争力和企业的经济效益。化工行业追求品质、高效率,给袋式包装机无疑成为了重要的生产设备。浙瑞包装科技致力于提供专业的全自动包装机,有想法的不要错过哦!液体包装机厂家供应
在各种工作自动包装机的设计中应当使原动机发出的功能充分的利用,也就是说要尽量减小自动包装机的动力和运动中的摩擦及各有害阻力损失,使所设计的自动包装机具有高的机械效率。它与机构的选择、机构结构及机械零件的精度等因素有关。使用经济性陈反映到动力、零件磨损折旧、修理等经济消耗之外,还反映到加工材料消耗、加工质量、废品率及其它经济耗费等与自动包装机使用可靠性有关的因素中。因此,设计自动包装机的经济效益问题是与诸多因素有关的复杂问题,更解决好它需进行复杂且深入的综合分析;而诸多因素间并非总是能协调的,通常则以技木—经济观点来求整合统一。自动包装机设计中的轻、巧、简、廉原则相当充分地体现技术、经济统一的见解。珠海水平给袋式全自动包装机全自动包装机,就选浙瑞包装科技,有需要可以联系我司哦!
全自动包装机通过AI视觉识别、伺服驱动技术和物联网平台,实现从物料抓取、计量、填充到封箱的全流程自动化。其**优势在于:1)每分钟完成120-200次包装循环,效率提升400%;2)误差率控制在±0.5mm,杜绝人工操作失误;3)支持200+种包装规格一键切换,柔性生产线适应个性化需求。某食品企业引入后,单条产线人力成本下降65%,年综合效益突破800万元。针对GMP认证要求,医药级全自动包装机采用316L不锈钢机身+全密闭设计,配备紫外线杀菌模块和尘埃粒子计数器。其独特的螺杆分装机头可精细分装0.1-500ml液态药品,配合在线称重系统实现100%质量追溯。某药企使用后,通过欧盟CE认证周期缩短40天,包装材料损耗率从3.2%降至0.8%。
给袋式包装机在包装精度的提升方面也做出了积极的贡献。其先进的传感器和控制系统能够实时监测和调整包装过程中的各项参数,从而确保每个包装内的产品数量和质量保持一致。这种包装方式不仅提高了产品的附加值和市场竞争力,还为企业带来了的经济效益。在追求品质生产,给袋式包装机的这种包装能力无疑成为了众多企业的核心竞争力之一。通过提高包装精度,企业可以更加准确地控制产品的成本和品质,从而赢得更多的市场份额和消费者信任。浙瑞包装科技致力于提供专业的全自动包装机,有想法可以来我司咨询!

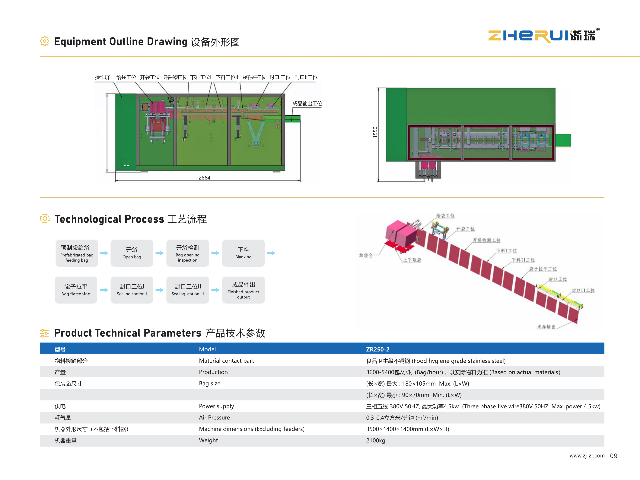
全自动真空包装机能够使用机械手将真空包装袋自动取袋,自动撑开,自动打印生产日期及批号,自动上料,自动真空包装,完全实现无人操作,真正实现自动化包装,包装袋范围长长100-260,宽60-200,包装效率每小时2000-3600袋。其机器不但可包装固体、液体、软物体、易碎品等,还可进行真空软膜包装、硬膜充气包装、泡罩包装等。使用时卫生、高效、节省人工,而且成本较低。适合于冷冻分割肉、冷却肉、肉制品、豆制品、海产品、休闲食品、医药产品、医疗器械、电子元件、五金工具等行业产品的真空或气调包装,这种包装已成为今后食品包装的潮流。浙瑞包装科技是一家专业提供全自动包装机的公司,有想法可以来我司咨询!固体包装机保养
全自动包装机,就选浙瑞包装科技,用户的信赖之选。液体包装机厂家供应
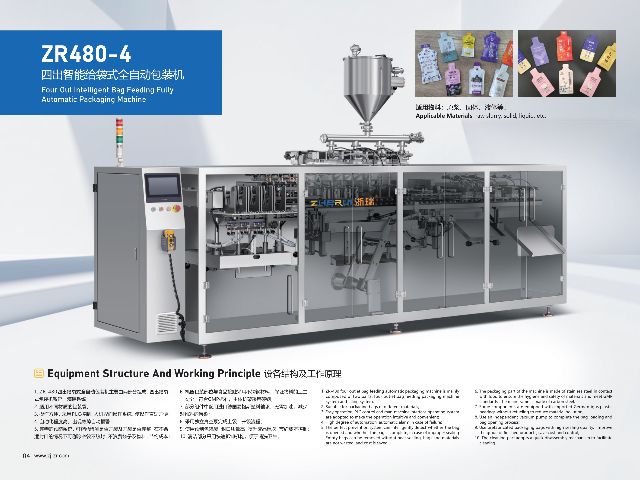
给袋式包装机:自动化包装的新星在快节奏的现代工业生产中,给袋式包装机以其高效、精细的特点,成为了众多行业包装流程中的佼佼者。作为我们公司的产品,给袋式包装机不仅融合了先进的自动化技术,更在细节设计上体现了对用户需求的深刻理解。给袋式包装机能够自动取袋、开袋、填充、封口,整个过程一气呵成,极大地提高了包装效率。其精细的计量系统,确保了每个包装内的产品数量准确无误,既满足了消费者的需求,也提升了企业的品牌形象。此外,给袋式包装机还具备高度的灵活性,能够适应不同尺寸、材质的包装袋,以及多种形态的产品包装需求。液体包装机厂家供应
- 成都固体包装机 2025-06-16
- 液体包装机厂家供应 2025-06-16
- 江苏泥巴蛋给袋式全自动包装机 2025-06-16
- 湖南咸鸭蛋全自动包装机 2025-06-16
- 上海咸鸭蛋给袋式全自动包装机 2025-06-16
- 湖南鸡蛋给袋式包装机 2025-06-16
- 广州原浆包装机 2025-06-16
- 深圳液体给袋式全自动包装机 2025-06-16
- 韶关泥巴蛋水平给袋式包装机 2025-06-16
- 给袋式包装机参数 2025-06-16
- 泰州厂房车间岗位降温冷气机设计 2025-06-17
- 滨湖区国内挖机散热器生产厂家 2025-06-17
- 福建医院配送机器人欢迎选购 2025-06-17
- 小型人工智能基础软件开发是什么 2025-06-17
- 江西聚四氟乙烯特氟龙喷涂什么价格 2025-06-17
- 广西外丝弯头活结哪里好 2025-06-17
- 四川果蔬气调保鲜冷库 2025-06-17
- 仙居整套蜂窝斜管用户体验 2025-06-17
- 北京筛选机诚信合作 2025-06-17
- 北京商场维修高空作业平台厂家 2025-06-17