成都固体包装机
全自动包装机通过AI视觉识别、伺服驱动技术和物联网平台,实现从物料抓取、计量、填充到封箱的全流程自动化。其**优势在于:1)每分钟完成120-200次包装循环,效率提升400%;2)误差率控制在±0.5mm,杜绝人工操作失误;3)支持200+种包装规格一键切换,柔性生产线适应个性化需求。某食品企业引入后,单条产线人力成本下降65%,年综合效益突破800万元。针对GMP认证要求,医药级全自动包装机采用316L不锈钢机身+全密闭设计,配备紫外线杀菌模块和尘埃粒子计数器。其独特的螺杆分装机头可精细分装0.1-500ml液态药品,配合在线称重系统实现100%质量追溯。某药企使用后,通过欧盟CE认证周期缩短40天,包装材料损耗率从3.2%降至0.8%。浙瑞包装科技致力于提供专业的全自动包装机,有需要可以联系我司哦!成都固体包装机
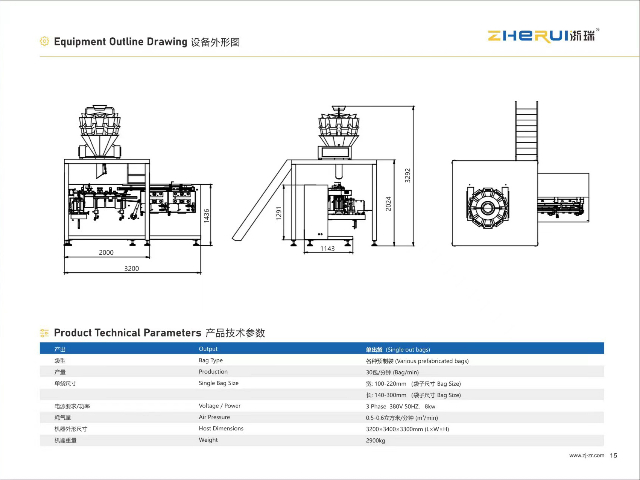
全自动包装机的结构合理,性能可靠。自动包装机采用双同步带拉膜,由气缸控制张紧,自动纠偏,全自动包装机的使用范围:方便面、雪糕、饼干、威化饼干、蛋黄派、蛋卷、面包、香肠、海苔、冷冻食品、药品、药板、输液袋(瓶)、肥皂、香皂、蚊香、纸巾、卫生纸、卡片、胶带、一次性餐具(刀叉)等固定形体物品的包装。全自动包装机功能:1.自适应软件,具有控制参数自动设定、落差自动修正、超差报警、故障自诊断等功能。2.自动包装机计量精度高、性能稳定、数码显示,操作更为简便快捷。3.采用进口传感器、气动执行机构,工作可靠、维护简单、无法污染。4.采用双秤体、高速计量系统,可交替或同步使用,工作效率高。5.机壳采用喷塑工艺,与物料接触部件选用进口不锈钢材料,流动性好、卫生标准高、耐磨损、抗腐蚀、设备使用寿命长。海南水平给袋式 包装机全自动包装机,就选浙瑞包装科技,让您满意,欢迎您的来电哦!
回油阀堵塞,卸下回油阀,清洗(详见说明书),油窗松动,放油后,卸下油窗,缠上生料带或薄塑料薄膜。包装机市场商机不可限量随着时代的发展,中国的包装行业也在不断的变化着,包装机设备正在逐步向标准化、正规化发展,特别是近几年来国内包装机行业取得了长足的进步,企业不断发展壮大,生产需求也逐步扩大。这都有赖于新型包装机的高生产效率、高自动化程度、完善的配套设备等特点,未来的包装机设备也将配合产业的自动化发展趋势,让包装机设备有更好的发展。
现如今,产品的包装可谓是越来越精美,各种颇具新意的产品包装更是层出不穷,令人喜欢不已。当然,这里面可少不了给袋式包装机的功劳,可以说,给袋式包装机真正让包装机械走入了自动化、智能化时代。那么使用给袋式包装机进行包装生产,又能给我们的企业带来哪些新的变化呢?我们为什么要使用给袋式包装机进行包装生产呢?、给袋式包装机能自行取用事先放置在包装机内的包装袋,并按照事先设置好的重重要求来称重需要包装的产品,从而快速准佛的完成产品的包装工作,放大的提局了包爱效率和包装效果。2、给袋式包装机装配有自动检测设备,在检测到未开袋的状况下,不会落料,可以让物料得到利用,更减少企业的物料支出。3、给袋式包装机的包装效果更为精美,可有效提升产品的包装档次,有助于建立企业的良好品牌形象。浙瑞包装科技为您提供专业的全自动包装机,有需要可以联系我司哦!
给袋式包装机在医药行业的应用也具有重要意义。医药行业对产品的安全性和有效性要求极高,给袋式包装机以其无菌、防潮、防尘的特性,保障了药品的品质和安全性。其计量和控制系统,能够确保每个包装内的药品数量准确无误。同时,给袋式包装机还支持多种包装形式的切换,如瓶装、袋装等。这种多样化的包装形式不仅满足了不同药品的保存需求,还提高了药品的市场竞争力和患者用药的便捷性。在医药行业追求品质、高效率的现在,给袋式包装机无疑成为了重要的保障设备。全自动包装机,就选浙瑞包装科技,用户的信赖之选,有想法可以来我司咨询!成都固体包装机
全自动包装机,就选浙瑞包装科技,用户的信赖之选,有需要可以联系我司哦!成都固体包装机
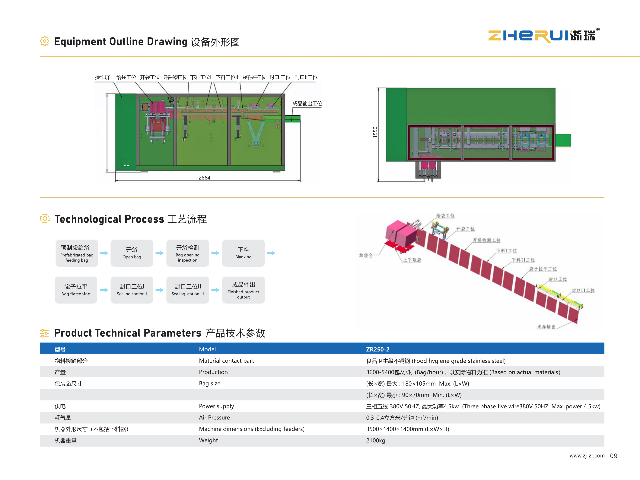
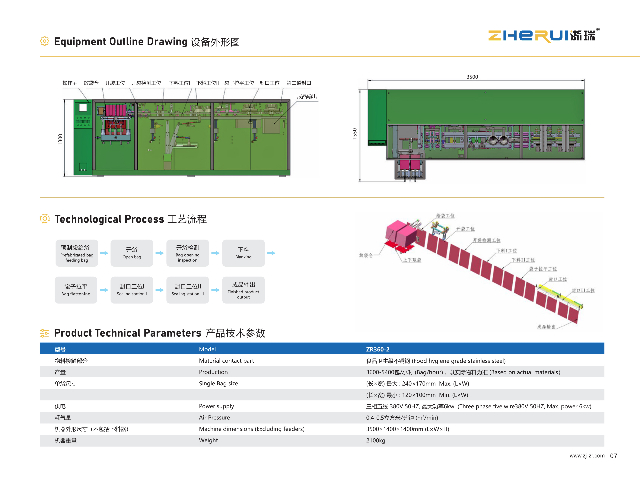
针对饼干、巧克力等休闲食品,枕式包装机采用双伺服拉膜系统,实现每分钟200包的高速运行。其特有的智能温控封合技术,可适应PE、CPP、铝箔等12种复合材料,封口强度达18N/15mm。配合多组色标传感器,图案定位精度≤0.2mm,满足品牌商对包装美观度的严苛要求。针对奶粉、咖啡粉等粉体物料,全自动粉剂包装机采用振动给料+螺杆计量系统,实现5-5000g的精细分装。其防扬尘设计通过多级过滤系统,粉尘泄漏量低于0.01mg/m3。某乳制品企业使用后,生产环境达到ISOClass7洁净度标准,设备维护成本降低55%。成都固体包装机
- 福建液体水平给袋式包装机 2025-06-17
- 温州咸鸭蛋全自动包装机 2025-06-17
- 液体自动包装机保养 2025-06-17
- 江西固体给袋式 包装机 2025-06-17
- 苏州水平给袋式 包装机 2025-06-17
- 福建鸡蛋给袋式全自动包装机 2025-06-17
- 咸鸭蛋水平给袋式 包装机设备厂家 2025-06-17
- 水平给袋式 包装机哪家好 2025-06-17
- 龙湾区固体包装机 2025-06-17
- 龙湾区给袋式冰袋包装机 2025-06-17
- 低温冷链仓储价格 2025-06-17
- 伊犁**皮带输送机价格合理 2025-06-17
- 上海柜体生产线售后服务 2025-06-17
- 河北CKG8低压真空接触器设备 2025-06-17
- 甘肃电动推杆 2025-06-17
- 宿迁富士豪活塞机组价格 2025-06-17
- 附近哪里有压铸岛自动化产品选择 2025-06-17
- 苏州大型纯水设备 2025-06-17
- 福建铝屑压块机设备 2025-06-17
- 绍兴冷冲模具订做价格 2025-06-17