真空输送系统
振动螺旋输送机:
产品优势:璞拓振动螺旋输送机以其zhuo越的输送效率和稳定的运行性能,在行业内独树一帜。采用先进的振动技术,有效解决了传统输送机易堵塞、磨损快等问题,实现了物料的高效、连续输送。
产品特征:高效输送:振动电机驱动,使物料在输送过程中保持流动状态,避免堵塞,提高输送效率。
耐磨耐用:螺旋叶片采用质量合金钢材料,经过特殊工艺处理,耐磨性显著提高,延长使用寿命。
灵活布局:可根据实际场地和需求进行定制设计,适应性强,满足多样化输送需求。
产品应用场景:璞拓振动螺旋输送机广泛应用于化工、食品、医药、建材等行业,适用于粉状、颗粒状等多种物料的输送。在粮食加工、化肥生产、药品制造等场景中,均展现出其高效、稳定、可靠的输送能力,为企业的生产流程提供了有力保障。选择璞拓振动螺旋输送机,让您的物料输送更加高效、便捷! 选择柔性螺旋输送机,是企业提升物料输送效率,实现自动化生产的理想选择。真空输送系统

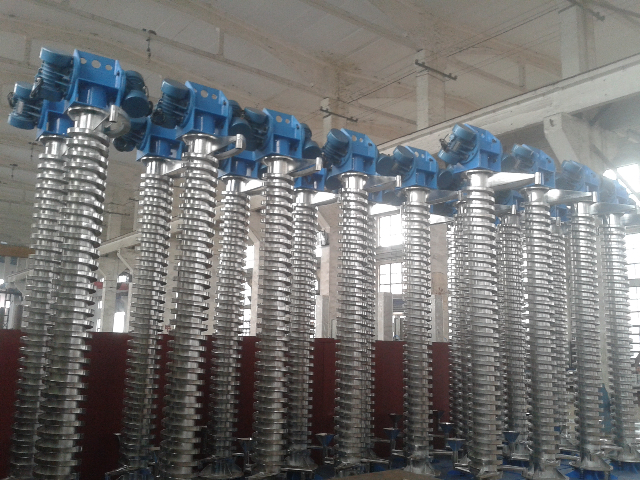
振动螺旋提升机产品优势:璞拓振动螺旋提升机具有结构紧凑、占地面积小的特点,同时输送效率高,能耗低。
产品特征:密闭输送管道,减少环境污染。高速气流输送,提高输送效率。自动化控制系统,操作简便。振动电机驱动,提升效率高。螺旋叶片采用特殊材质,耐磨耐腐蚀。可定制不同规格,满足多样化需求。
应用场景:广泛应用于粮食、饲料、化工原料等行业的物料提升,实现垂直输送的自动化与高效化。
振动螺旋输送机是粉粒体输送系统的常用设备之一。 江苏悬浮式输送机振动螺旋提升机设备运行平稳,噪音低,能耗小,符合节能环保的要求。

粉体流换热器是一种用于冷却、加热或干燥粉体物料的设备,可替代传统的流化床冷却器和滚筒冷却器。
粉体流换热器组成部分:进料仓、传热板组段
1、进料仓:物料通过顶部进入进料仓,在进料仓形成料锥,将物料均匀分布进入传热板组段。进料仓装有温度计和料位计,检测温度信号与料位信号与控制系统连接。
2、传热板组:传热板:传热板采用无垫片全焊工艺,根据工艺条件,可选择不锈钢和其它耐腐蚀合金材料。传热板由两块板片经激光点焊或电阻点焊,四周和折流通道完全焊接而成,同时焊接进出口连接管。经焊接的板片由可控的高压水膨胀成均匀的波纹状或酒窝状。这些波纹/酒窝能让流体在板内形成湍流,保证高的换热效率,并能有效防止结垢。传热板组有一系列板片立式放置而成,传热板组的板片大小和板片数量根据换热负荷确定。
粉体输送系统:璞拓管链输送机——粉体输送的高效解决方案在粉体物料输送领域,璞拓公司推出的管链输送机以其高效、稳定的性能,成为了众多企业的优先。这款设备专为粉体物料的输送设计,具有明显的产品优势和独特的产品特征。**产品优势**:管链输送机采用先进的输送技术,能够实现粉体物料的高效、连续输送,大da提高了生产效率。同时,该设备具有低能耗、低噪音的特点,为企业节约了运行成本,改善了工作环境。**产品特征**:管链输送机采用链式传动结构,输送链条耐磨、耐腐蚀,确保了设备的长期稳定运行。此外,该设备还配备了智能控制系统,能够实时监测输送状态,实现远程操控和故障诊断。**产品应用场景**:管链输送机广泛应用于化工、建材、食品、医药等行业的粉体物料输送作业。无论是颗粒状、粉状还是块状物料,该设备都能轻松应对,为企业提供了高效、可靠的输送解决方案。振动螺旋提升机可根据物料特性和输送需求调整振动频率和幅度。
璞拓粉体流换热器,作为行业内的佼佼者,以其zhuo越的性能和广泛的应用场景,赢得了市场的guang藩赞誉。
产品优势:璞拓粉体流换热器采用先进的设计理念,实现了高效、节能的换热效果。其独特的结构设计和质量的材料选择,确保了设备的长期稳定运行,降低了企业的运营成本。
产品特征:
高效换热:采用粉体流作为换热介质,极大提高了换热效率。
结构紧凑:设计合理,占地面积小,便于安装和维护。
耐用性强:选用质量材料制造,耐腐蚀、耐磨损,延长了设备的使用寿命。
产品应用场景:璞拓粉体流换热器广泛应用于化工、冶金、建材等行业,特别是在需要高效换热的场景中表现出色。如化工生产中的余热回收、冶金行业的冷却降温等,都能通过璞拓粉体流换热器实现高效、稳定的换热效果,为企业的生产流程提供有力保障。选择璞拓粉体流换热器,就是选择了高效、节能、稳定的换热解决方案,助力您的企业实现可持续发展。 振动输送机在输送过程中对物料的破碎和磨损较小,保证了物料的完整性。上海称重混料输送系统
管索输送机,为现代工业生产提供了高效、环保的物料输送方案。真空输送系统
璞拓高效振动输送机产品优势:璞拓高效振动输送机以其zhuo越的输送效率和稳定的性能,yin领行业潮流。采用先进的振动技术,实现物料的高速、连续输送,为企业生产提供强大动力。产品特征:振动驱动:利用振动电机产生的激振力,使物料在输送过程中保持流动状态,避免堵塞。结构紧凑:设计合理,占地面积小,便于安装与维护。耐磨材质:关键部件采用耐磨合金钢,延长使用寿命。产品应用场景:广泛应用于化工、食品、建材等行业,适用于粉状、颗粒状等多种物料的输送。在粮食加工、化肥生产等场景中,展现出高效、稳定的输送能力。真空输送系统
- 河南小袋投料粉粒体卸料设备哪家好 2025-07-30
- 小袋拆包机粉粒体卸料站生产厂家 2025-07-30
- 手动粉粒体卸料系统 2025-07-30
- 广东翻桶机卸料设备哪家好 2025-07-30
- 北京全自动粉粒体卸料设备品牌 2025-07-30
- 液压翻桶机卸料系统价格 2025-07-30
- 上海悬浮式输送系统 2025-07-30
- 上海手动粉粒体卸料设备供应商 2025-07-30
- 四川翻桶机卸料设备厂家 2025-07-30
- 江苏粉粒体气力输送成套系统 2025-07-30
- 河北温室玻璃钢风机厂家 2025-07-30
- 上海户外光伏支架价格 2025-07-30
- 江苏进口清洗机用户 2025-07-30
- 普陀区购买三坐标图片 2025-07-30
- 云浮一出一载带复卷机企业 2025-07-30
- 金华耐压聚氨酯地坪漆 2025-07-30
- 上海智能重量分选称重机生产厂家 2025-07-30
- 徐州二层升降横移式立体智能车库规格 2025-07-30
- 一体成型蒙皮辊轧成型机供应 2025-07-30
- 淄博干湿联合闭式冷却塔电话 2025-07-30