甘肃烧结类电镀金刚石砂轮定做
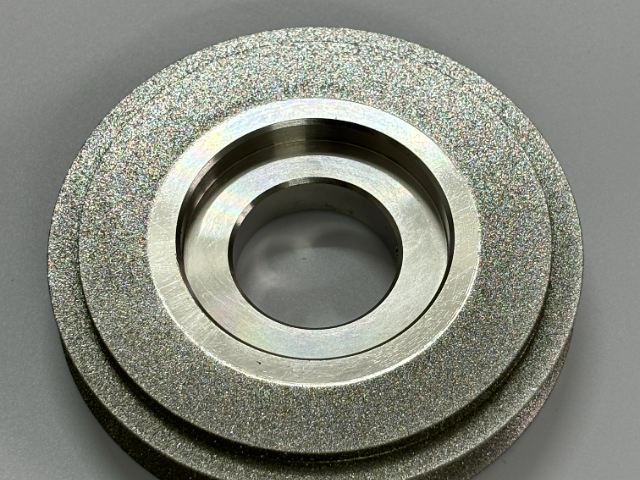
金刚石磨料是砂轮的主要工作部分,它负责进行磨削加工。金属结合剂通过电镀工艺将金刚石磨料紧密地结合在基体上,确保砂轮的稳定性和耐用性。基体是砂轮的基础结构,用于支撑金刚石磨料和金属结合剂。电镀金刚石砂轮的特性:高硬度:金刚石是已知只硬的物质之一,因此电镀金刚石砂轮具有极高的硬度,适用于磨削各种硬质材料。耐磨性好:金刚石磨料与金属结合剂之间的结合力强,不易脱落,使得砂轮具有较长的使用寿命。磨削效率高:电镀金刚石砂轮能够迅速去除工件表面的材料,提高磨削效率。精度高:电镀金刚石砂轮能够保持较好的形状和精度,适用于高精度磨削加工。环保节能:相比传统砂轮,电镀金刚石砂轮在磨削过程中产生的粉尘和噪音较少,有利于环保和节能。电镀金刚石砂轮的用途:机械加工:电镀金刚石砂轮很多用于机械加工行业,如汽车、模具、轴承等零部件的磨削加工。光学玻璃加工:在光学玻璃行业,电镀金刚石砂轮用于光学镜片的磨削、抛光等加工过程,确保镜片的光学性能。半导体加工:电镀金刚石砂轮也适用于半导体材料的切割、磨削等加工过程,如硅片、陶瓷基片等。石材加工:在石材加工行业,电镀金刚石砂轮用于石材的切割、磨削和抛光等加工过程。高效、稳定的电镀金刚石砂轮,值得信赖。甘肃烧结类电镀金刚石砂轮定做
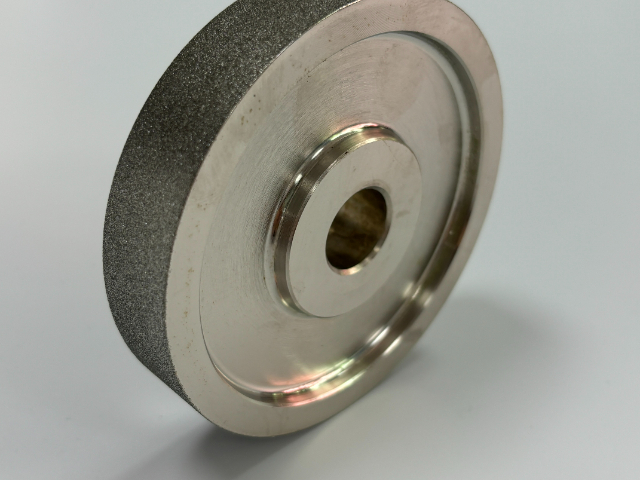
电镀金刚石砂轮的制造工艺主要是电化学法制作,具体工艺如下:首先,电镀金刚石砂轮的工作层含有金刚石磨粒,金刚石磨料通过电化学法被金属结合剂粘结在基体上。在这个过程中,首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),使得其厚度约为磨粒高度的2/3。然而,电镀金刚石砂轮在工作表面上金刚石浓度过大是一个需要解决的问题。为了调整金刚石在工作表面上的浓度,可以采用金刚石磨料预先和填料混合的方法。这些填料可以是盐类、玻璃球或磁铁颗粒。在粘结后,通过溶解法、升华法或磁场法去除填料,以调整金刚石在工作表面上的浓度。虽然只有单层金刚石,但仍有足够寿命;对于精度要求较高滚轮砂轮,电镀是只有制造方法。然而,电镀金刚石砂轮也存在一些缺点。由于镀层金属与基体及磨料结合面上并不存在牢固的化学冶金结合,磨料实际上只被机械包埋镶嵌在镀层金属中,因此把持力较小。在高效磨削时,金刚石颗粒负荷较重,易脱落(或镀层成片剥落),从而导致整体失效。为了增加把持力,就需要增加镀层厚度,但这会减小磨粒裸露高度和容屑空间,使得砂轮容易发生堵塞,散热效果差,工件表面容易发生烧伤。青海平行烧结电镀金刚石砂轮定做这款砂轮采用电镀金刚石,适用于各种硬脆材料的磨削。
一、使用前准备检查金刚石砂轮:确保砂轮无明显裂痕、破损或变形,如有异常,应立即更换。检查砂轮安装:确保砂轮安装牢固,无松动现象。检查磨床:确保磨床各部件完好,无异常现象,特别是磨床主轴的精度和稳定性。检查防护装置:确保磨床防护装置齐全、完好,能够有效防止砂轮碎片飞溅。二、使用过程中注意事项严格遵守操作规程:操作人员必须熟悉并遵守金刚石砂轮的使用规程和磨床的操作规程。控制进给速度:根据加工材料和砂轮的性能,合理控制进给速度,避免过快或过慢。保持冷却液充足:在磨削过程中,应确保冷却液充足,以降低砂轮温度,延长使用寿命。避免砂轮空转:在启动磨床前,应确保砂轮与工件之间有足够的接触面积,避免砂轮空转。定期检查砂轮磨损情况:在磨削过程中,应定期检查砂轮的磨损情况,如有必要,应及时更换砂轮。三、安全注意事项穿戴防护用品:操作人员必须穿戴防护眼镜、防护手套等防护用品,确保人身安全。禁止无关人员靠近:在磨削过程中,应禁止无关人员靠近磨床,以免发生意外。紧急停机:在发生异常情况时,应立即按下紧急停机按钮,停止磨床运行。砂轮破裂处理:如砂轮发生破裂,应立即停机,并清理现场,确保无碎片残留。
选择合适的电镀金刚石砂轮,主要需考虑以下几个因素:工件材料:金刚石砂轮主要用于磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料。对于其他类型的材料,如钢料,则可能需要选择CBN砂轮,因为金刚石在700℃~800℃时容易碳化。加工要求:粗磨时,应选择磨料较粗的砂轮,如24#、30#、36#、46#等,以提高生产效率。精磨时,应选用磨粒较细的砂轮,电镀金刚石砂轮通常选用46#-710#,粗糙度可达7-9级,甚至80#~120#粗糙度可达9级以上。接角面大、变形量大或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。工件硬度:工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。金刚石粒度:需从工艺要求、结合剂种类和砂轮的打磨效率等多个方面综合考虑。结合剂类型:金刚石固结砂轮的结合剂大致有四种,分别是树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂。不同结合剂的黏结力和耐磨性有所不同。金刚石浓度:金刚石砂轮浓度是指工作层中金刚石体积占工作层总体积的百分比。选择时需要考虑粒度、粘结剂的粘结力、磨削效率以及磨料的质量要求等因素。其他指标:还需考虑线速度、砂轮粒度与切入量关系、砂轮粒度与表面粗糙度关系等指标。持久耐用,电镀金刚石砂轮的使用寿命超乎想象。
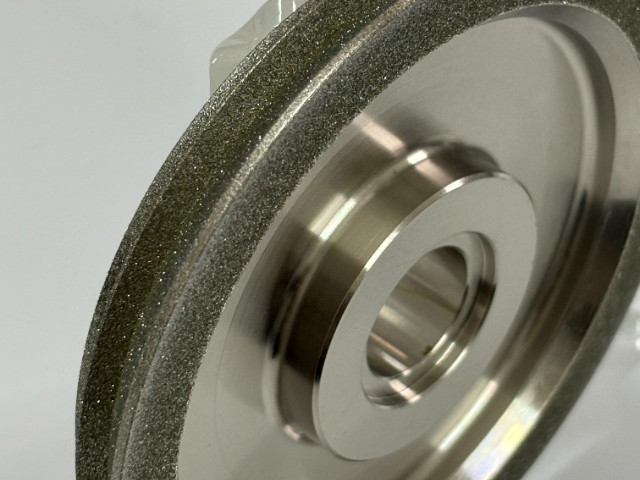
电镀金刚石砂轮主要用于以下方面:精密磨削:电镀金刚石砂轮由于其高硬度和耐磨性,特别适用于对硬质合金、陶瓷、玻璃等难加工材料进行精密磨削。这些材料在航空、航天、汽车、电子等领域有广泛应用,需要高精度的磨削加工来保证其性能和质量。镜面抛光:电镀金刚石砂轮能够实现对工件表面的镜面抛光,特别是对于光学元件、半导体材料等需要高精度表面处理的材料,电镀金刚石砂轮是实现镜面抛光的关键工具。超硬材料加工:金刚石是已知只硬的物质之一,因此电镀金刚石砂轮特别适合加工其他超硬材料,如立方氮化硼(CBN)等。这些材料在制造高精度刀具、模具等方面有重要应用。切割和开槽:电镀金刚石砂轮还可以用于切割和开槽等加工过程,特别是在石材加工、玻璃加工等领域,电镀金刚石砂轮以其高效率和高精度而备受欢迎。模具修复和修整:电镀金刚石砂轮也可用于模具的修复和修整工作,能够快速、准确地去除模具表面的磨损和缺陷,恢复模具的精度和性能。总之,电镀金刚石砂轮凭借其高硬度、耐磨性好、磨削效率高、加工精度高等特性,在多个领域都有广泛的应用。高导热性使电镀金刚石砂轮在高速磨削时保持低温。青海平行烧结电镀金刚石砂轮定做
选择电镀金刚石砂轮,让您的加工过程更加顺畅。甘肃烧结类电镀金刚石砂轮定做
金刚石砂轮原材料的深度解析。结合剂是将金刚石磨料与基体牢固连接在一起的媒介,对金刚石砂轮的性能有着重要影响。根据不同的应用需求,金刚石砂轮可以采用不同的结合剂。金属结合剂:金属结合剂具有良好的强度和韧性,能够将金刚石磨料牢固地连接在基体上。常见的金属结合剂有青铜、钢等。金属结合剂金刚石砂轮具有较高的刚性和磨削效率,适用于粗加工和高速磨削等场景。树脂结合剂:树脂结合剂具有良好的韧性和耐磨性,能够在一定程度上缓解磨削过程中的冲击和振动。树脂结合剂金刚石砂轮适用于精密磨削和高速磨削等场景。陶瓷结合剂:陶瓷结合剂具有较高的硬度和耐磨性,能够在高温下保持稳定的性能。陶瓷结合剂金刚石砂轮适用于高温磨削和高速磨削等场景。甘肃烧结类电镀金刚石砂轮定做
- 陕西碗型钎焊金刚石制品供应商 2025-01-26
- 重庆碗形钎焊金刚石制品供应商 2025-01-25
- 黑龙江单斜边钎焊金刚石制品 2025-01-24
- 山东碗形钎焊金刚石制品制造商 2025-01-23
- 重庆碗型钎焊金刚石制品供应商 2025-01-22
- 湖北平行烧结钎焊金刚石制品制造商 2025-01-21
- 吉林双斜边钎焊金刚石制品制造商 2025-01-20
- 黑龙江磨钨钢钎焊金刚石制品生产厂家 2025-01-19
- 北京平行烧结钎焊金刚石制品定做 2025-01-18
- 中国澳门单斜边钎焊金刚石制品 2025-01-17
- 济南日用冲压件怎么收费 2025-06-06
- 深圳机器人局部镀服务多少钱 2025-06-06
- 福建进口火花机过滤器厂家 2025-06-06
- 南通长效防腐式玛卡龙PPG聚氨酯面漆 2025-06-06
- 合肥不散拼图刀模 2025-06-06
- 河南亚特ART EDM慢走丝配件采购 2025-06-06
- 安徽VIP吊具RUD路德吊环供应商 2025-06-06
- 德国B+W网关和模块总线BWU3080 2025-06-06
- 一次性接线端子厂家价格 2025-06-06
- 普陀区钢铁加工大概多少钱 2025-06-06