四川变压器绝缘纸常用知识
绝缘纸板电导率随电源频率的频谱特性曲线,发现随着频率的升高,绝缘纸板电导率均呈上升趋势,而且随着浸油水平的提高,电导率也相应提高。通常,多晶材料的电导率反映了离子长程迁移的特性,与外电场频率无关,即电导率应基本保持不变。图12所示结果是非晶态材料所具有的特性,它可以认为是非晶态结构的长程无序对离子迁移的特殊影响造成的[26]。频谱特性是绝缘纸板电导率随电源频率的频谱特性曲线,发现随着频率的升高,绝缘纸板电导率均呈上升趋势,而且随着浸油水平的提高,电导率也相应提高。通常,多晶材料的电导率反映了离子长程迁移的特性,与外电场频率无关,即电导率应基本保持不变。图12所示结果是非晶态材料所具有的特性,它可以认为是非晶态结构的长程无序对离子迁移的特殊影响造成的[26]。耐高温绝缘纸能在极端条件下保持绝缘性能。四川变压器绝缘纸常用知识
电力变压器绝缘纸常采用电力电缆纸、高压电缆纸和变压器匝绝缘纸、相应的标准为:GB7969-2003电力电缆纸、OB/T2692-2005110-330kV高压电缆纸、OB/T3521-1999500kV变压架质间绝缘纸叫。电力电缆纸用于35kV及以下的电力电缆、变压器及其他电器产品的绝缘;高压电缆纸-般用于110-330kV变压器和互感器的绝缘:变压器正绝缘纸是性能更好的一种电气绝缘纸。可用于500kV的变压器、互感器和电抗器等。以绝缘木浆为原料抄造的绝缘纸大量用于电力变压器油纸绝缘结构,是一类非常有用的特种纸。随着变压器运行时间的增加,绝缘纸也随之老化,机械性能和电气性能下降。利用有效的检测方法对绝缘纸的绝缘老化进行监测、对于电力行业的故障诊断和安全生产具有重要的意义。山西高密度绝缘纸大概价格多少影响绝缘纸强度的因数有哪些?
绝缘纸种类及区别如下:1.电话纸:标称厚度为0.05mm和0.075mm,这是用于制造通讯电缆的绝缘材料。2.电缆纸:其标称厚度有0.08mm、0.13mm、0.17mm等,主要适用于35kV及以下的电力电缆以及其他电器的绝缘材料。变压器绝缘纸3.电工绝缘纸板:它的尺寸为0.1mm~0.6mm×1000mm,这种纸板主要用于制造层压制品,以及在电机、仪表、变压器、电抗器、互感器等设备中作绝缘材料。4.绝缘皱纹纸:这种纸主要用于包扎电线和电缆。绝缘皱纹纸图片5.电工用瓦楞纸:它的标称厚度为1mm~2mm,由绝缘纸板经机加工而成。6.菱格上胶绝缘纸:它的标称厚度为0.08mm,主要用于油浸式变压器中的电磁线层间绝缘。以上是绝缘纸的种类,每种绝缘纸都有其特定的用途和性能,需要根据具体的使用环境来选择适合的绝缘纸。
变压器油与绝缘纸板是超、特高压变压器绝缘中的重要组成部分,其绝缘水平的优劣直接关系到电力系统的稳定性。因此,多年来,国内外学者对于变压器油及绝缘纸板在直流电压下的预击穿过程及局部放电现象进行了大量的研究分析,并得到不少有益结论:液体电介质的预击穿过程与电极附近区域形成的电离的气泡具有密切关系[1-6],而且产生气泡的原因主要是电极注入能量引发液体局部气化所致[7-9];而固体电介质在直流电压下的预击穿过程主要涉及到它本身的缺陷特征、内部及表面的空间电荷效应以及电热老化等因素的影响,使得纸板内部或油纸交界面上产生气隙,在外施电压的作用下气隙、杂质等缺陷逐渐扩大,并导致击穿发生[10-12]。以上文献都是从预击穿过程现象以及局部放电信号检测的角度对预击穿过程进行研究的。绝缘纸因其良好的机械强度,常被用于电机制造。

绝缘纸的击穿强度:当作用于绝缘材料的电场强度达到或超过某一定直后,它会完全失去绝缘性能而导电,这时称为绝缘材料的击穿,此时的电场强度叫做击穿强度或击穿电压。固体绝缘材料的击穿有两个特点:击穿强度较高;击穿后其绝缘性能不能恢复。用于变压器的绝缘纸具有较高的击穿强度,标准规定这3种绝缘纸的工频击穿强度均要大于8.0kV/mm绝缘纸的击穿强度受其紧度和诱气度的影响比较大绝缘纸的紧度过大或过小都会降低其击穿强度。当绝缘纸的紧度相同时,其透气度越小,击穿强度越大因此,在抄纸的过程中,可借助降低绝缘纸的透气度来提高击穿强度。标准规定电力电缆纸的紧度为0.90gcm",高压电缆纸和变压匝绝缘纸的紧度为0.95gem";电力电缆纸、高压电缆纸和变压器匝绝缘的透气度应分别小于0.510、0.425和0.255um(Pas).另外,要抄造出击穿强度大的绝缘纸,还需要尽可能地消除纸张中残留的杂质、气泡和水分等,消除纸张定量分布的差异,使绝缘纸的结构均匀致密薄型绝缘纸适用于狭小空间内的电气绝缘。上海耐高温绝缘纸筒
绝缘皱纹纸:用于包扎电线和电缆。四川变压器绝缘纸常用知识
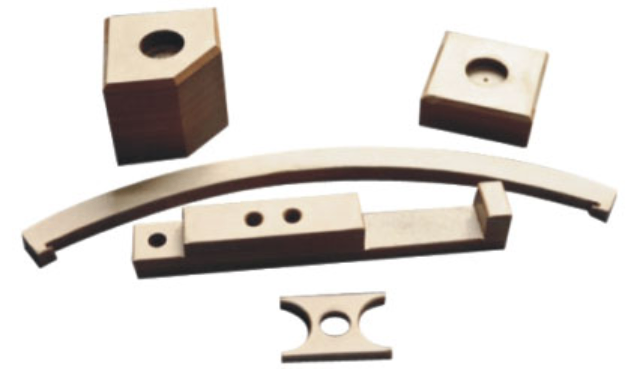
切削绝缘纸板的刀具与切削金属的刀具有所不同。绝缘纸板有一定的弹性,但强度和硬度都不高,因此对刀具的强度要求不高,但切削刃必须锋利。切削刀具的前角、后角都要大于切削金属时所使用的刀具的前角和后角。这样才能提高加工表面质量和刀具的耐用度。我厂条料倒角机所使用的铣刀如图2所示。刀具前角增大,使加工件在刀具刃口切入加工面时,工件切削面产生的塑性变形小,使切屑与刀具前刀面产生的摩擦减小,从而降低了所产生的切削热,使炭化倾向减小。当前角增大到一定值后,刀具的散热体积变小,影响切削热的散失,使刀具的温度升高,对切削质量不利,增大了炭化倾向。经实际使用验证,前角为20。时较好。这种铣刀是成形铣刀,刀具重磨后齿形有所变化,但因被加工件形状要求精度不高,因此不会影响加工表面质量。四川变压器绝缘纸常用知识
- 辽宁高密度绝缘纸厂家批发价 2025-07-26
- 湖南变压器绝缘纸生产厂家 2025-07-26
- 广西层压绝缘纸板 2025-07-26
- 海南异形绝缘纸板 2025-07-26
- 山西电气设备绝缘纸常用知识 2025-07-26
- 上海高密度绝缘纸供应商 2025-07-26
- 云南绕线绝缘纸销售电话 2025-07-26
- 河南特高压绝缘纸筒 2025-07-26
- 福建层压绝缘纸按需定制 2025-07-26
- 绕线绝缘纸工艺 2025-07-26
- 江西起帆电缆销售公司 2025-07-30
- 池州变频柜体 2025-07-30
- 深圳直流无刷电机结构 2025-07-30
- 高压配电柜制造 2025-07-30
- 南京壁挂电表销售 2025-07-30
- 成都全国产驱动器服务 2025-07-30
- 不锈钢电缆接头价位 2025-07-30
- 恒压恒流直流稳压电源多少钱 2025-07-30
- 如皋挑选乳化机供应 2025-07-30
- 广东屋面直立锁边操作 2025-07-30