湖北随州经济型电镀设备
除油超声波清洗机设备特点:槽体设计为全不锈钢结构,整体美观大方,采用SUS304/316L不锈钢板成型,坚固耐用。功能完善,安装简单方便,易操作,安全可靠。采用质量换能器和独特发生器,超声强劲有力,搭配日本震头,确保清洗力强且经久耐用。配备自动温控加热装置,温控范围为室温~100℃。超声波槽体与发生器分体,功率、时间可调,使用及保养便捷。超声波频率可选:28KHZ、40KHZ、68KHZ、80KHZ、120KHZ、135KHZ等。支持按客户需求定制规格尺寸。适用行业:五金、电镀、钟表、眼镜、玻璃、光电、电子等多行业的除油除蜡污垢场景。安全防护设备包括防腐内衬、漏电保护装置及应急冲洗设施,降低药液泄漏与触电风险。湖北随州经济型电镀设备

超声波清洗设备在精密电镀中的应用:
超声波清洗机通过高频振动提升前处理效果。设备采用28kHz与40kHz双频组合技术,既能去除大面积油污,又能深入盲孔和微缝隙清洁。精密模具厂在镀前处理中引入超声波清洗,使镀层结合力从3N/cm提升至5N/cm,漏镀率下降70%。设备配备循环过滤系统,将清洗液中固体颗粒控制在5μm以下,延长药液使用寿命。在贵金属电镀中,超声波辅助化学除油可减少50%的氢氧化钠用量,降低废水处理负荷。通过优化清洗时间和功率参数,该设备适用于手机外壳、航空紧固件等高精度工件的预处理。 新能源电镀设备周边设备电镀设备中的挂镀装置,通过挂具悬挂工件,适用于汽车零件等中大件,可实现镀层均匀附着。

龙门式自动线通过龙门机械手(横跨电镀槽上方的移动框架)和悬挂系统,将工件按预设程序在不同工艺槽(如除油、电镀、水洗等)间自动转移,全程由PLC(可编程逻辑控制器)控制,实现无人化连续生产。
组成
1.龙门机械
手采用伺服电机驱动,双立柱+横梁结构,负载能力可达200-1000kg行程精度:±0.1mm(机型可达±0.05mm)移动速度:水平0.5-2m/s,升降0.2-0.5m/s
2.轨道系统
精密导轨+齿轮齿条传动,支持多工位并行作业防腐蚀设计(不锈钢或镀层保护),适应酸碱环境
3.挂具系统
定制化夹具,适配不同工件形状(如支架、吊篮)导电触点采用银/铜复合材料,接触电阻<0.05Ω
4.控制系统
PLC+触摸屏(HMI),预设上百种工艺配方实时监控电流、温度、pH值,数据存储追溯
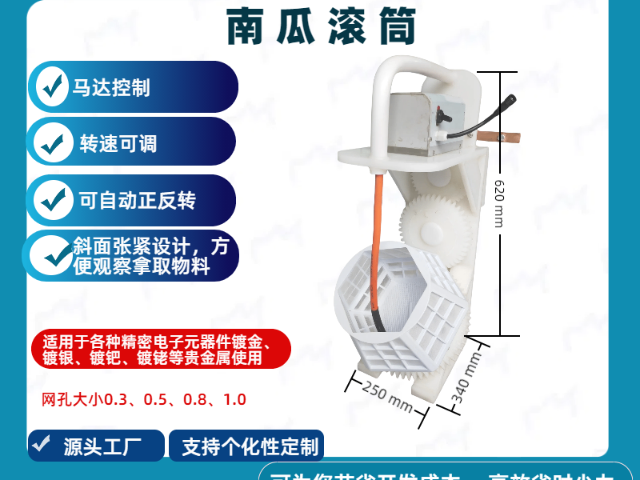
滚镀机的工作原理
将小工件装入带孔的滚筒(聚氯乙烯或不锈钢材质),滚筒浸入电解液后缓慢旋转(5~15 转 / 分钟),通过滚筒壁的孔洞使电解液流通,同时工件在滚筒内翻滚,确保镀层均匀附着。
优势:
高效率:单次可处理数千件小工件,产能远超挂镀(适合单件或少量)。
低成本:减少人工挂卸成本,滚筒导电杆统一通电,能耗相对较低。
均匀性:工件在滚筒内动态接触电解液,避免屏蔽效应(挂镀中工件相互遮挡导致镀层不均)。
与生产线其他环节的配合
前处理:需先通过除油、酸洗去除工件表面油污和氧化皮,否则影响镀层结合力(滚镀机不具备前处理功能,依赖生产线前段设备)。
后处理:滚镀完成后,工件随滚筒吊出,进入水洗槽、钝化槽或封闭槽(如镀锌后的蓝白钝化),终干燥(生产线后段设备完成)。
自动化控制:滚镀机的转速、电镀时间、电流电压等参数由生产线 PLC 系统统一控制,与传输装置(如行车)联动,实现 “上料→前处理→滚镀→后处理→下料” 全流程自动化。 自动化电镀设备集成 PLC 控制系统,联动传输装置实现工序时间、电压参数准确控制,提升效率。
阳极氧化线的主要组成部分
1. 前处理系统
目的:表面油污、氧化皮和杂质,确保氧化膜与基体结合牢固。
工序:
除油-碱蚀 / 酸洗-多级水洗
2. 阳极氧化处理系统
氧化槽:
材质:耐酸碱的 PP、PVC 或玻璃钢,内置阴极板(铅板、不锈钢)和导电装置。
控制装置:
电源--温控系统--搅拌系统
电解液类型:
硫酸:常用,成本低,膜透明度高,适合装饰性氧化(如铝型材染色)。
草酸:膜硬度高、耐磨性强,用于硬质氧化(如航空零件)。
铬酸:膜层柔软、孔隙少,适合复杂工件或疲劳敏感零件(如汽车部件)。
3.后处理系统(功能拓展)
染色(可选):利用氧化膜的多孔性吸附有机染料或金属盐,实现颜色定制。
封孔(关键工序):
热水封孔:使氧化膜水合生成 Al?O??nH?O,堵塞孔隙,提升耐腐蚀性。
蒸汽封孔:高温蒸汽加速水合,适合厚膜(如硬质氧化)。
化学封孔:镍盐 / 钴盐溶液,形成氢氧化物沉淀封孔
干燥:热风循环或烘箱去除水分,防止封孔后白斑。
4.自动化控制系统
输送设备:悬挂式链条、龙门行车或机械手,实现工件在各槽间的自动传输。
参数监控:PLC 或工业电脑实时监测电压、电流、电解液浓度、温度、pH 值,自动补加药剂或调整工艺参数。 连续镀设备针对钢带、铜线等带状材料,通过自动化传输实现高速电镀,常见于电子线路板镀锡。手动电镀设备供应商家
汽车轮毂电镀设备配置多轴旋转挂具,360 度无死角电镀,满足复杂曲面的均匀镀层要求。湖北随州经济型电镀设备
滚镀机的应用场景:
滚镀机决定生产线的适用工件类型滚
1.镀机适用的工件特征
尺寸:直径通常<50mm,如螺丝、螺母、弹簧、电子连接器、小五金件。
形状:规则或轻微不规则(避免卡孔或缠绕,影响滚筒旋转)。
批量:适合万件级以上的大批量生产(如标准件电镀),小批量生产时滚镀机效率优势下降。
2.对电镀生产线的适配性
若生产线以滚镀机为镀槽设备,则整体设计围绕 “小件批量处理” 优化:
前处理槽体深度、宽度适配滚筒尺寸;
传输装置采用适合滚筒吊装的悬挂链或龙门架;
电源功率匹配滚筒内工件总表面积(电流需均匀分布)。
反之,若生产线以挂镀为主(如汽车配件、装饰件),则镀槽、传输系统设计完全不同,体现 “定制化生产线” 特性。 湖北随州经济型电镀设备
- 贵州国产电镀设备 2025-06-22
- 上海自动化电镀设备 2025-06-22
- 广东真空机常见故障与检修 2025-06-22
- 湖北随州经济型电镀设备 2025-06-22
- 镀层均匀性真空机作用 2025-06-22
- 安徽真空机与除油的关系 2025-06-22
- 广东深圳高轨式龙门挂镀电镀生产线批发商 2025-06-22
- 三孔位真空机实现除油或电镀要求 2025-06-22
- 浙江微弧氧化电镀设备 2025-06-21
- 江苏高精密电镀设备 2025-06-21
- 滨湖区车磨复合数控机诚信合作 2025-06-23
- 温州环保环氧地坪漆 2025-06-23
- 中山线条切四角包膜机 2025-06-23
- 福建涡旋冷冻设备产品介绍 2025-06-23
- 徐汇区本地硬水软管式微滤膜销售厂家 2025-06-23
- 山西同步分流马达 2025-06-23
- 陕西防盗防火门批发价 2025-06-23
- 山西工厂电镀加工公司 2025-06-23
- 线性燃烧器改造 2025-06-23
- 咸宁智能制造视觉检测设备公司 2025-06-23