全国晶圆回流焊厂家
Heller回流焊的历史HellerIndustries公司成立于1960年,并在1980年***创了对流回流焊接技术,成为该领域的先驱。自那时以来,Heller一直致力于回流焊技术的创新和完善,以满足客户不断变化的需求。在1984年,Heller初创了对流式回流焊接,这一创新为全球的EMS(电子制造服务)和装配厂提供了各种解决方案。此后,Heller继续带领回流焊技术的发展,通过与客户合作,不断完善系统以满足更高级的应用要求。随着技术的不断进步,Heller在回流焊领域取得了多项重要发明和创新。例如,Heller率先用于对流回流焊炉的无水/无过滤器助焊剂分离系统,这一发明不仅赢得了享有盛誉的回流焊接创新愿景奖,更重要的是将回流焊炉的维护间隔从几周延长到几个月,极大降低了维护成本。此外,Heller还凭借其低耗氮量和低耗电量设计,在业内以很低的价格成本拥有了业界带领的回流回炉。这种深厚的工程专业知识与专注于区域制造和优越中心的商业模式相结合,使Heller在竞争中脱颖而出,成为业界对流回流焊炉和回流焊机解决方案的推荐。 回流焊工艺,自动化生产,降低人力成本,提升焊接效率。全国晶圆回流焊厂家
回流焊和波峰焊在电子制造业中都有宽泛的应用,它们各自具有独特的优缺点。回流焊的优缺点优点:高精度和高密度:回流焊特别适用于小型化、高密度的电路板设计,能够提供精确的焊接位置和优异的焊接质量。宽泛的适用性:回流焊可以焊接各种尺寸和形状的电子元件,包括贴片元件和插件元件。良好的温度控制:回流焊过程中的温度控制非常精确,有助于减少焊接缺陷,提高焊接质量。环保:回流焊通常采用无铅锡膏,符合环保要求,对环境影响较小。节省材料:回流焊过程中锡膏的使用量较少,有助于降低生产成本。缺点:成本较高:回流焊设备的成本相对较高,对初期投资较大的企业来说可能是一个挑战。技能要求高:回流焊对操作人员的技能要求较高,需要精确控制焊接参数以避免焊接缺陷。热应力问题:回流焊过程中,电子元件和印刷电路板需要承受较高的温度,可能导致热应力问题,影响产品的性能和可靠性。 全国晶圆回流焊厂家回流焊技术,自动化生产,保障焊接质量,提升产品竞争力。
Heller回流焊的型号众多,以下是一些主要的型号及其系列:MKIII系列:1707MKIII1809MKIII1913MKIIIEXL系列:1707EXL1800EXL(注意:此型号可能与1809EXL相似或有细微差别,具体需参考官方资料)1808EXL1809EXLMK5系列:1718MK51826MK51913MK51936MK5MK7系列:1936MK7(以及其他可能的MK7系列型号,具体需参考官方极新资料)其他特定型号:如1809、1707等,这些可能是不属于上述系列的特定型号。此外,Heller还提供了在线式真空回流焊炉和在线式垂直(固化)炉等特定应用场景下的回流焊设备。需要注意的是,Heller的产品线可能会随着时间的推移而更新和扩展,因此建议直接访问Heller的官方网站或联系其官方**以获取极新、极准确的产品信息。同时,在选择回流焊型号时,应考虑实际生产需求、工艺要求以及预算等因素。
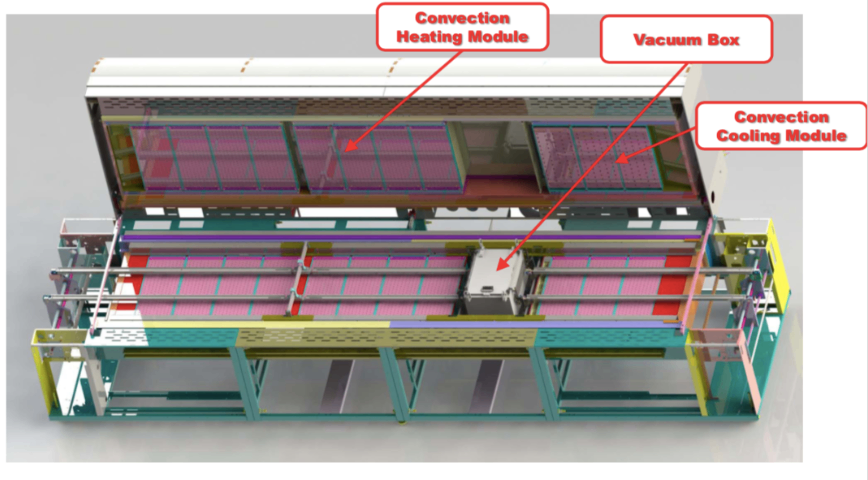
回流焊表面贴装技术是一种常见的电子制造工艺,主要用于将表面贴装元件(SMD)焊接到印刷电路板(PCB)上。以下是对该技术的详细介绍:一、基本原理回流焊表面贴装技术的基本原理是利用加热系统将焊接区域加热至锡膏熔化的温度,使锡膏与电子元件和印刷电路板之间形成可靠的电气连接。回流焊过程通常包括预热、熔化(吸热)、回流和冷却四个阶段。预热阶段:将电路板缓慢加热至锡膏熔化的温度,以避免热应力损伤电子元件。预热区的温度通常维持在60℃至130℃之间。熔化(吸热)阶段:锡膏加热至熔化温度,形成熔融态的焊料。此阶段需要保持一定的温度和时间,确保焊膏充分熔化并均匀覆盖焊盘和元件引脚,形成良好的润湿效果。回流阶段:熔融态的焊料在进一步加热***动并与电子元件和印刷电路板的焊盘接触,形成电气连接。这是整个回流焊工艺中的重心环节,温度迅速上升至焊膏的熔点以上,使焊膏完全熔化并与焊盘和元件引脚形成液相焊接区。回流区的温度设置取决于锡膏的熔点,一般在245℃左右。冷却阶段:降低温度使焊料凝固,完成焊接过程。冷却过程需要控制得当,以确保焊点迅速凝固并增强焊接的可靠性。冷却速率对焊点的强度和外观有直接影响。 回流焊工艺,确保焊接点牢固,提升电子产品使用寿命。

回流焊表面贴装技术的工艺流程通常包括预涂锡膏、贴片、回流焊接和冷却等关键步骤。预涂锡膏:在PCB的焊盘上预涂一层焊膏。焊膏主要由焊料粉末、助焊剂和粘合剂组成,其作用是在焊接过程中提供必要的润湿性和流动性,确保焊点质量。预涂锡膏时,需要严格控制锡膏的厚度和均匀性,以避免焊接缺陷。贴片:将表面贴装元件精确地放置在PCB指定位置。这一步需要使用高精度的贴片设备,确保元件的位置准确、角度无误。贴片完成后,需要对贴片质量进行检查,确保无遗漏、无偏移。回流焊接:将贴好元件的PCB送入回流炉中进行加热,使焊膏熔化并将贴装元件焊接到PCB上。回流焊接过程中需要精确控制温度和时间,以确保焊接质量和减少热冲击对元件的损伤。冷却:焊接完成后,将PCB从回流炉中取出并进行快速冷却。冷却过程需要控制得当,以确保焊点迅速凝固并增强焊接的可靠性。 回流焊:通过精确控温,实现电子元件与PCB的精确焊接。全国COWOS回流焊性能介绍
回流焊工艺,高温熔化焊锡,为电子产品提供稳固连接。全国晶圆回流焊厂家
为了避免元器件在焊接过程中受到热冲击,可以采取以下措施:一、预热处理适当预热:在焊接前对元器件进行适当的预热,可以减少焊接时突然升温带来的热冲击。预热温度应根据元器件的材料和尺寸进行合理设定,避免预热不足或过度。预热时间:预热时间应足够长,以确保元器件内部温度均匀上升,避免由于温度梯度过大而产生热应力。二、精确控制焊接温度选择合适的焊接温度:根据元器件的材料、尺寸以及焊接要求,选择合适的焊接温度。避免焊接温度过高或过低,以减少热冲击和焊接缺陷。温度控制精度:使用高精度的焊接设备,确保焊接温度的精确控制。同时,定期对焊接设备进行校准和维护,以保证其性能稳定。三、优化焊接工艺采用合适的焊接方法:根据元器件的类型和尺寸,选择合适的焊接方法,如回流焊、波峰焊等。同时,优化焊接工艺参数,如焊接时间、焊接速度等,以减少热冲击。使用助焊剂:适量的助焊剂可以帮助焊料更好地流动和附着,减少焊接时间,从而降低过热的风险。同时,助焊剂还可以保护元器件免受氧化和腐蚀。 全国晶圆回流焊厂家
- 鱼眼针压接机厂家直销 2025-07-30
- 半导体光谱仪常用知识 2025-07-30
- 鱼眼针压接机技术指导 2025-07-30
- 全国锡膏印刷机商家 2025-07-30
- 光谱仪生产厂家 2025-07-30
- Press fit压接机技术指导 2025-07-30
- VitroxX-ray设备 2025-07-30
- 全国连接器压接机构件 2025-07-30
- 全国贴片机注意事项 2025-07-30
- 高精度贴片机贴片机服务手册 2025-07-30
- 平顶山光学真空镀膜 2025-07-30
- 江苏耐腐蚀合成石诚信合作 2025-07-30
- 北京锰钢弹片批发 2025-07-30
- 中山热电偶生产商 2025-07-30
- 江苏6层电路板制造商 2025-07-30
- 青海本地风华电容电阻 2025-07-30
- 淄博交流可控硅调压模块报价 2025-07-30
- 山东集成电路价格多少 2025-07-30
- 广东电波钟机芯采购 2025-07-30
- 北京中控矩阵系统供应商家 2025-07-30