河北超薄SMT钢网超快激光皮秒飞秒激光加工超疏水接触角激光
皮秒和飞秒激光开槽是两种利用高能量激光束在材料表面进行精确开槽的技术,以下是它们的相关介绍:原理皮秒激光开槽:皮秒激光脉冲宽度极短,达到皮秒级别(1 皮秒 = 10?12 秒)。它通过瞬间释放高能量,使材料表面的物质在极短时间内吸收能量,产生光致电离和等离子体效应,进而将材料去除,实现开槽。这种技术能精确控制能量和作用区域,对周围材料的热影响较小。飞秒激光开槽:飞秒激光的脉冲宽度更短,为飞秒级别(1 飞秒 = 10?1?秒)。其原理与皮秒激光类似,也是利用高能量密度的激光脉冲作用于材料表面,通过多光子吸收等过程使材料迅速电离和气化,达到开槽的目的。飞秒激光的峰值功率极高,能够在更精细的尺度上对材料进行加工,具有更高的精度和更小的热影响区。高精度微结构激光加工,飞秒,皮秒,光纤,金属,塑料。河北超薄SMT钢网超快激光皮秒飞秒激光加工超疏水接触角激光
超快激光皮秒飞秒激光加工
飞秒激光的特点更短脉冲:飞秒激光的脉冲时间比皮秒激光更短,进一步减少了对材料的热损伤。更高精度:能够实现比皮秒级别更高的精细加工,适用于更复杂的材料和形状。皮秒飞秒激光加工,高精度切割超短脉冲宽度能够实现极小的热影响区,确保切口整齐、精度极高,尺寸偏差极小。无接触加工避免了传统机械加工可能造成的划痕和破损,确保材料表面光洁度高,提升产品质量和美观度。可加工复杂形状通过精确控制激光束路径,能轻松切割出各种曲线、小孔和特殊形状。材料适应性广适用于多种材料,包括金属、陶瓷、玻璃等,具有广泛的应用前景。清洁无污染设备清洁无污染,符合环保要求。河北超薄SMT钢网超快激光皮秒飞秒激光加工超疏水接触角激光皮秒紫外激光切割机 单双工位应于PI/PET/FPC各类薄膜外形.
在超精密机械零件制造领域,对微小孔的加工精度要求极高,飞秒激光打孔技术成功解决了这一难题。以制造**手表的擒纵机构零件为例,该零件需要在极小的金属部件上打出直径*为几十微米的微孔,用于安装轴销等部件。飞秒激光凭借其极短的脉冲持续时间和超高的峰值功率,能够在不损伤零件基体材料的前提下,精确打出高质量的微孔。加工出的微孔孔径精度高、孔壁光滑,无明显的热影响区和重铸层,满足了超精密机械零件对微小孔加工的严苛要求,保证了擒纵机构的精细运行,提升了**手表的制造品质 。
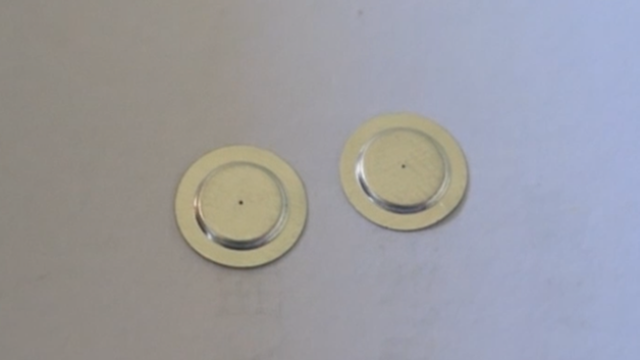
皮秒激光在微流控芯片的制造中发挥着重要作用。微流控芯片需要在微小的芯片内部构建复杂的微通道网络,以实现对微小流体的精确操控。皮秒激光能够在多种材料上精确地加工出微通道,通道的尺寸精度和表面质量直接影响微流控芯片的性能。通过皮秒激光加工制作的微流控芯片,可广泛应用于生物医学分析、化学合成、环境监测等领域,为实现微型化、集成化的分析检测系统提供了关键的制造技术。飞秒激光在超硬材料加工方面具有独特优势。金刚石、立方氮化硼等超硬材料具有极高的硬度和耐磨性,传统加工方法难以对其进行有效加工。飞秒激光的高能量密度和短脉冲特性能够在超硬材料表面产生强烈的冲击和热效应,实现对超硬材料的去除和加工。在制造超硬材料刀具时,飞秒激光可用于对刀具表面进行微结构化处理,提高刀具的切削性能和使用寿命,为超硬材料在机械加工等领域的应用提供了新的加工手段。10um光阑片光学遮光狭缝片激光超薄不锈钢片定制飞秒皮秒加工。
皮秒飞秒激光表面微结构是一种利用皮秒或飞秒激光技术在材料表面制备出微小尺度结构的技术。以下是关于它的详细介绍:原理皮秒和飞秒激光具有极短的脉冲宽度和极高的峰值功率。当这种激光聚焦到材料表面时,会在极短的时间内将能量沉积在极小的区域上,使材料表面局部产生极高的温度和压力,导致材料发生熔化、汽化、等离子体化等一系列物理过程,进而通过精确控制激光的参数和扫描方式,可以在材料表面形成各种特定形状和尺寸的微结构,如微坑、微柱、微槽、光栅等。皮秒飞秒不锈钢片激光切割薄板金属激光打孔狭缝加工精度±10μm。相城区光阑片超快激光皮秒飞秒激光加工表面微织构加工
皮秒、飞秒激光小孔加工、微孔加工、微织构、微结构精细科研定制。河北超薄SMT钢网超快激光皮秒飞秒激光加工超疏水接触角激光
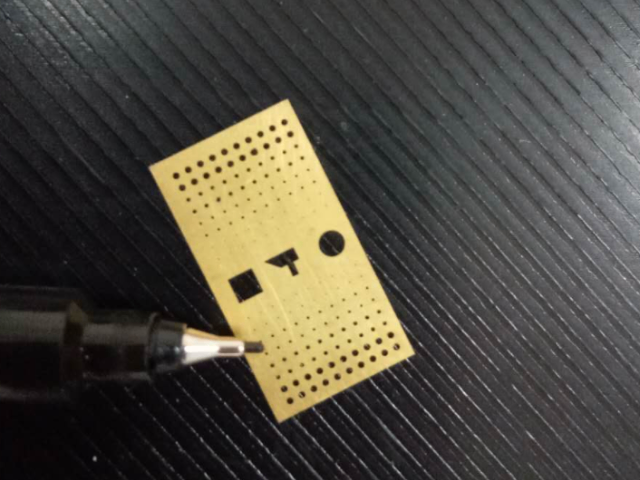
皮秒飞秒激光切割等技术,在超薄金属加工领域大放异彩。皮秒、飞秒激光,是指激光脉冲持续时间分别达到皮秒(10?12 秒)、飞秒(10?1?秒)量级。极短脉冲让能量高度集中,作用于材料时,能在极小区域,实现精细的材料去除。在 0.01 - 0.08mm 超薄金属加工中,皮秒飞秒激光切割精度极高,切缝宽度可低至微米级,热影响区极小,能很大程度保持金属原有性能,避免因热变形影响产品质量。打孔时,可打出直径微小且孔壁光滑的微孔。开槽、划线同样精细,可用于超薄金属掩膜板切割,光学狭缝片,光阑片,叉指电极等方面应用。精度高,无毛刺,无变形。表面微结构激光加工方面,可在金属表面雕刻出微纳尺度的图案、纹理。这些微结构能改变金属表面的光学、力学、化学性能,表面耐磨性、耐腐蚀性,超疏水性等。河北超薄SMT钢网超快激光皮秒飞秒激光加工超疏水接触角激光
- 盐城绿光激光玻璃打标激光切割机激光浮雕纹理 2025-06-27
- 吴中区0.2以下厚度碳纤维板超快激光皮秒飞秒激光加工表面亲疏水 2025-06-27
- 吉安红外皮秒激光打标 打黑色精细激光打标镭雕雕刻激光浮雕纹理 2025-06-27
- 昆山国内紫外皮秒激光切割机激光切膜打孔切割 2025-06-27
- 河北超薄SMT钢网超快激光皮秒飞秒激光加工超疏水接触角激光 2025-06-27
- 南通高分子材料激光打标精细激光打标镭雕雕刻激光深雕模具雕刻 2025-06-27
- 常熟超薄玻璃 蓝宝石超快激光皮秒飞秒激光加工薄膜切割打孔 2025-06-27
- 赣州国内紫外皮秒激光切割机激光开槽狭缝打孔切膜 2025-06-27
- 常熟紫外纳秒精细打标精细激光打标镭雕雕刻激光浮雕纹理 2025-06-26
- 钟楼区大幅面汽车配件激光雕刻精细激光打标镭雕雕刻激光打标清洗 2025-06-26
- 徐州检测实验室装修设计公司 2025-06-27
- 湖北立式开箱机选择 2025-06-27
- 合肥并联六轴机器人怎么样 2025-06-27
- 金山区自动化直线导轨 2025-06-27
- 北京瓷砖手持激光打标机教学视频 2025-06-27
- 温州国内小字符喷码机五星服务 2025-06-27
- 江苏比较好的焊接夹具售价 2025-06-27
- 温州大型网箱批发 2025-06-27
- 重庆靠谱静电除尘器改造 2025-06-27
- 安徽智能自动化集成价格 2025-06-27