Bizhub C258充电辊供应商
陶瓷复合充电辊的研发突破陶瓷复合充电辊采用氧化锆陶瓷芯轴(硬度HRC85)外包硅橡胶层,芯轴表面经激光雕刻微沟槽(深度0.1mm,间距0.5mm),增大电荷释放面积。测试显示,其充电均匀性CV值(变异系数)<1.5%,较传统金属芯辊提升40%。耐磨损性能达100万印次,适用于生产型复印机(如理光ProC7110)的高负荷场景。充电辊的低温启动技术针对低温环境(-10℃以下),充电辊内置微型PTC加热元件(功率5-8W),开机后自动升温至25℃±2℃,预热时间<1分钟。加热元件与橡胶层之间采用导热硅胶填充(热导率1.5W/m?K),确保温度均匀性<±1℃。在东北冬季实测中,设备启动故障率从35%降至5%。防静电接地设计确保漏电流<0.1mA(IEC 60990标准)。Bizhub C258充电辊供应商
充电辊的耐候性测试报告通过GB/T2423.3-2016湿热测试(85℃/85%RH,10周期),充电辊表面无鼓泡、裂纹,电阻变化率<8%;通过GB/T2423.1-2008低温测试(-25℃,24小时),橡胶层无脆化,恢复室温后性能如常。充电辊的抗疲劳性能验证通过100万次往复摩擦测试(行程50mm,频率2Hz),橡胶层厚度磨损<0.3mm,表面电阻增幅<20%。芯轴弯曲变形量<0.02mm,确保长期高负荷运行的稳定性。充电辊的智能化运维系统接入企业运维平台后,充电辊的状态数据(如累计印次、电阻值、压力曲线)可实时同步至云端。通过AI算法预测剩余寿命,自动生成维护工单,使被动维护转为主动预防,设备综合效率(OEE)提升15%。MP501SPF充电辊生产企业充电辊轴芯经氮化处理,硬度 HRC70,抗弯曲变形。
防静电石墨烯充电辊:碳粉利用率提升18%表面涂布石墨烯导电涂层(电阻10?Ω),碳粉吸附力下降75%,富士施乐C7535实测显示,辊面积粉量从5mg/cm2降至0.8mg/cm2,碳粉利用率从82%提升至98%。年打印量100万印的企业,可节省碳粉成本¥3000+,同时减少粉尘排放,符合环保办公趋势。彩色用于充电辊:四色独有控压,ΔE<1.5针对CMYK四色鼓芯开发独有充电系统,青色辊电阻10?Ω、黑色辊电阻10?Ω,适配不同碳粉带电特性。在爱普生SureColorP9080中,通过软件独有调节压力(0.18-0.22N/cm2),实现彩色图像ΔE<1.5的精细还原,肤色过渡平滑无断层,满足广告设计、艺术复刻等高阶需求。
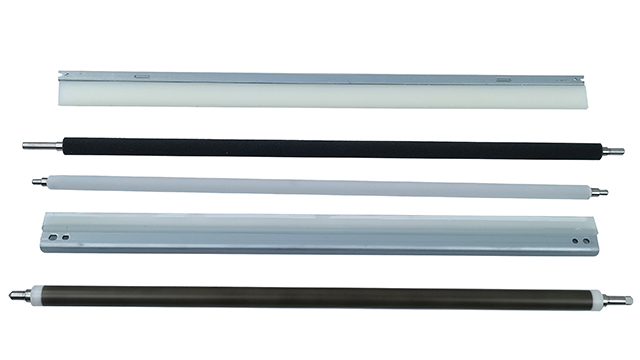
每种类型都有其适用场景,需根据打印量、环境条件和质量要求选择。现代复合辊通过材料工程优化,在弹性、导电性和耐磨性之间取得比较好平衡。充电辊生产工艺生产过程包括精密金属加工、多层材料复合和表面处理。金属芯轴经抛光、清洗后镀镍防锈。弹性层采用模压成型,确保均匀厚度和回弹性。导电层通过喷涂或浸渍工艺形成,需严格控制石墨含量以达到目标电阻率。表面涂层采用静电喷涂或化学气相沉积,形成均匀保护层。关键工艺参数包括层间结合强度、表面粗糙度(Ra≤0.5μm)和厚度公差(±0.05mm)。在线检测系统监控每道工序质量,确保产品一致性。特殊工艺如等离子处理可增强层间粘接,激光雕刻用于编码和追踪。整个生产过程在无尘环境中进行,保证产品高可靠性。充电辊清洁刷联动,每 1000 印次自动除尘,保障表面洁净度。

充电辊行业标准国际标准如ISO10560定义了充电辊电气特性和机械要求。电阻率标准通常在10^6-10^9Ω·cm范围。厚度公差控制在±0.05mm以内。表面粗糙度Ra值要求≤0.5μm。耐久性测试需通过连续打印100,000页无性能下降。环保标准如RoHS限制有害物质含量。兼容性标准确保与主流机型匹配。行业认证如UL和CE确保安全可靠。企业标准往往超越基础规范,追求更高性能。定期标准更新推动技术创新,如新的标准要求更严格的臭氧排放控制和能效指标。充电辊表面镀硬铬,耐磨性提升 5 倍,适应高负荷连续作业。全新兼容PANTUM CM8500DN充电辊厂家直销
陶瓷涂层充电辊在湿度85%环境下仍保持电荷稳定性。Bizhub C258充电辊供应商
充电辊的清洁工艺规范清洁时需使用用清洁剂(如异丙醇与去离子水1:1混合液)和无尘布,沿辊轴轴向单向擦拭,禁止圆周擦拭以免损伤涂层。对于顽固碳粉结块,可使用超声波清洗(频率40kHz,时间15分钟),清洗后需在60℃恒温箱干燥2小时。严禁使用钢丝刷或砂纸,以免破坏表面粗糙度。智能充电辊的技术升级智能充电辊集成霍尔传感器与MCU芯片,可实时监测转速、接触压力及表面电阻。当检测到压力异常(如<0.15N/cm2)或电阻超标(>101?Ω)时,通过蓝牙向设备发送预警信息。在理光IMC6000系列中,该功能使充电故障预判准确率达92%,减少计划外停机。Bizhub C258充电辊供应商
- 柯美DR316K黑色鼓维护套件批量定制 2025-06-04
- SP5310DN充电辊批发厂家 2025-06-04
- 各系列打印机配件鼓维护套件维护组件 2025-06-04
- 各复印机配件显影仓转影辊 2025-06-04
- Bizhub C458充电辊 2025-06-04
- 各系列打印机配件套鼓硒鼓显影轮 2025-06-04
- 全新兼容PANTUM CM9505DN刮刀刮板技术指导 2025-06-04
- 全新兼容京瓷DK5431CMY彩色鼓架厂家直销 2025-06-04
- 全新兼容Bizhub 458鼓架量大从优 2025-06-04
- 全新兼容Bizhub 458鼓架 2025-06-04
- 上海多语言无纸化会议云平台 2025-06-04
- 贵州健康护眼灯教育装备价格优惠 2025-06-04
- 上海简约铁皮柜供货商 2025-06-04
- 中山讲解类初中教辅难度排行 2025-06-04
- 怎样的卡特尔16PF人格测试有什么价值 2025-06-04
- 广东生物中考教材 2025-06-04
- 浙江TOUCHFIVE马克笔批发 2025-06-04
- 重庆健康智慧黑板灯护眼灯设计 2025-06-04
- 加盟眼镜店商 2025-06-04
- SP5310DN充电辊批发厂家 2025-06-04