淄博资产设备全生命周期管理
设备全生命周期管理系统的定义与重要性:设备全生命周期管理是指对设备从规划、采购、安装调试、运行维护、性能优化到退役的全过程管理。这一理念强调的是对设备整个生命过程的系统性管理,旨在通过精细化管理和智能化手段,提高设备的可靠性和利用率,延长设备使用寿命,从而实现整体经济效益的比较大化。在现代工业和企业运营中,设备管理已成为提升效率、确保安全、降低运营成本的关键环节。设备全生命周期管理系统的引入,不仅能够帮助企业实现降本增效的目标,还能在节能减排、环境保护等方面发挥积极作用,为企业和社会创造更大的价值。如何实现对设备的管理,从采购、运维到报废,每一个环节尽在掌握之中,成为了决定企业竞争力的关键。淄博资产设备全生命周期管理
优化设备管理采用统一的设备管理平台,实现设备的集中监控和管理。引入自动化运维工具,定期进行设备状态检查和故障预警。确保平台具有良好的扩展性,以适应日后新设备的接入。数据分析与决策支持建立一个高效的数据存储方案,选择分布式数据库来支持横向扩展和快速查询。采用实时数据处理技术,对流入的数据进行实时分析,快速获取状态变化和异常事件。借助大数据分析工具,结合数据挖掘与机器学习算法,发现数据中的潜在规律,优化决策过程。枣庄制作设备售后管理系统实现设备管理流程自动化,减少人工操作与纸质记录,提升数据准确性。
五、设备报废与回收管理:报废审批与记录:当设备达到使用寿命或维修成本过高时,物联网系统可以自动触发报废审批流程。系统可以记录报废设备的详细信息,包括报废原因、审批过程、回收方式等。环保处理与资产回收:在设备报废后,物联网系统可以指导回收人员进行环保处理,确保符合环保法规要求。系统还可以记录回收的设备和材料信息,为企业的资产管理和再利用提供支持。六、数据整合与分析:数据集成与可视化:物联网系统可以将设备全生命周期的数据进行集成和可视化展示。通过图表、报表等形式,直观展示设备的运行状态、维护历史、性能趋势等信息。智能决策支持:基于大数据分析,物联网系统可以为企业提供智能决策支持。通过分析设备数据和市场趋势,系统可以预测设备需求、优化库存管理、制定采购计划等。
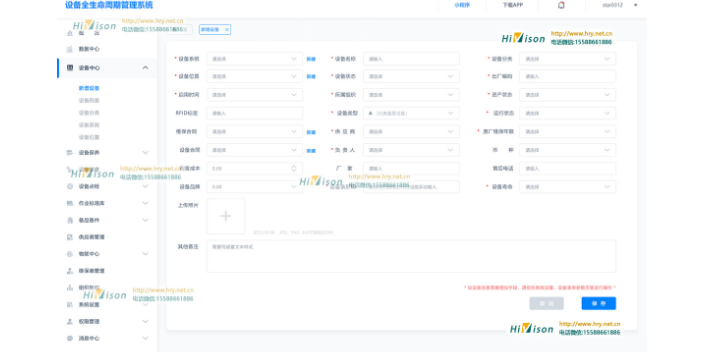
设备全生命周期管理系统的主要功能:设备全生命周期管理系统结合了物联网、大数据、人工智能等先进技术,具备多种实用功能:资产管理:详细记录每台设备的基本信息,如型号、制造商、位置、购买日期、保修期等,确保资产的完整性和准确性。预防性维护:基于设备的历史数据和实时监测,预测潜在故障,安排定期检查和维护,减少突发故障和停机时间,延长设备寿命。实时监控与预警:利用传感器和物联网技术,实时收集设备运行数据,通过数据分析提前发现异常,及时预警,避免重大事故。性能分析:评估设备的运行效率,识别瓶颈,优化资源配置,提高生产率。合规与安全:确保设备操作符合行业标准和法规要求,管理安全检查和培训记录,降低风险。成本控制:通过精细化管理,有效控制维修、备件、能耗等成本,优化预算分配。报废与回收:管理设备退役过程,确保环保处理,回收有价值的部件或材料。通过实时采集设备数据,系统能够描绘设备运行状态,实现远程监控、智能预警与故障预测。
提高生产效率设备全生命周期管理系统通过实时监测设备运行状态和性能指标,能够及时发现并解决潜在问题,确保设备始终处于比较好工作状态。这有助于减少因设备故障导致的停机时间,提高生产效率,保证交货期的准确性和及时性。降低运营成本系统能够根据设备使用情况和维修记录等数据,制定科学的设备维护计划,减少不必要的设备保养维修费用。同时,通过优化备件管理和库存控制,降低备件成本和库存积压风险。此外,系统还支持远程监控和预防性维护,减少了现场维护人员的数量和频次,进一步降低了人力成本。。通过对设备数据的深度挖掘与分析,企业能够洞察生产过程中的瓶颈与机遇。园区设备资产管理系统设计
通过智能预测维护,减少非计划停机时间,进一步降低了因设备故障导致的生产损失。淄博资产设备全生命周期管理
适应智能制造趋势随着智能制造的兴起,制造业企业正逐步向数字化、智能化转型。设备全生命周期管理系统作为智能制造的重要组成部分,能够帮助企业实现设备的智能化管理和远程监控,提升生产过程的自动化和智能化水平。提升设备管理水平传统设备管理方式往往依赖于人工巡检和经验判断,难以实时、准确地掌握设备运行状态。而设备全生命周期管理系统通过实时监测、数据分析和预警功能,能够提升设备管理的精确性和及时性,降低设备故障率,延长设备使用寿命。淄博资产设备全生命周期管理
- 淄博信息设备全生命周期管理哪家好 2025-06-21
- 临沂物业设备全生命周期管理 2025-06-21
- 青岛设备全生命周期管理原则 2025-06-21
- 淄博资产设备全生命周期管理 2025-06-21
- 临沂设备全生命周期管理资料清单 2025-06-21
- 水务设备资产管理系统排名 2025-06-21
- 建筑设备管理系统 2025-06-21
- 青岛专业的RFID服务 2025-06-21
- 德州医院落实设备全生命周期管理 2025-06-20
- 专业的RFID价格 2025-06-20
- 扬州靠谱的智能感知终端设备大概多少钱 2025-06-21
- 新吴区智能化无线通信设计 2025-06-21
- 广东400GAOC光缆 2025-06-21
- 肇庆助听器振子 2025-06-21
- 安徽全自动分布式电源采集控制装置特征 2025-06-21
- 青海介损高压套管在线监测系统 2025-06-21
- 防尘人员定位防爆手机定做厂家 2025-06-21
- 安徽智慧园区分布式电源采集控制装置价格 2025-06-21
- 云南星地通信调度 2025-06-21
- 清远质量通讯设备销售厂家供应 2025-06-21