枣庄地铁设备全生命周期管理
适应智能制造趋势随着智能制造的兴起,制造业企业正逐步向数字化、智能化转型。设备全生命周期管理系统作为智能制造的重要组成部分,能够帮助企业实现设备的智能化管理和远程监控,提升生产过程的自动化和智能化水平。提升设备管理水平传统设备管理方式往往依赖于人工巡检和经验判断,难以实时、准确地掌握设备运行状态。而设备全生命周期管理系统通过实时监测、数据分析和预警功能,能够提升设备管理的精确性和及时性,降低设备故障率,延长设备使用寿命。通过智能预测维护,减少非计划停机时间,进一步降低了因设备故障导致的生产损失。枣庄地铁设备全生命周期管理
一、设备采购与入库阶段智能采购决策物联网技术可以集成到企业的采购系统中,通过分析历史设备使用数据、市场趋势以及库存情况,帮助企业制定更精确的采购计划。系统能够预测设备的需求量和采购时机,从而优化库存水平,减少资金占用。设备合规性检查在设备入库前,物联网系统可以通过扫描设备上的RFID标签或二维码,自动记录设备的基本信息,如型号、规格、制造商等。系统将这些信息与企业的合规性数据库进行比对,确保采购的设备符合行业标准和法规要求,避免潜在的安全风险。青岛掌握电力设备全生命周期管理各部门之间也能够实现设备信息的实时共享,提高工作效率和协同能力。
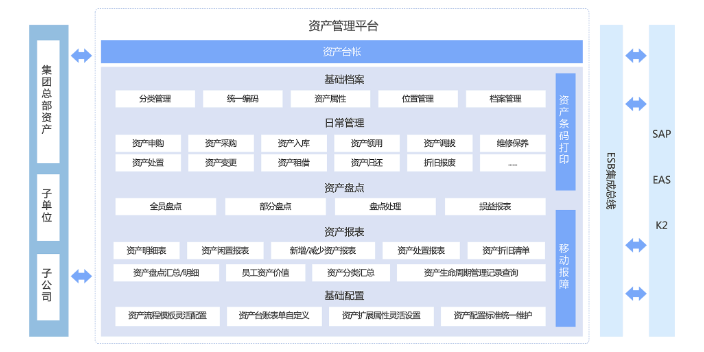
六、数据整合与分析阶段数据集成与可视化物联网系统可以将设备全生命周期的数据进行集成和可视化展示。通过图表、报表等形式,直观展示设备的运行状态、维护历史、性能趋势等信息。这有助于企业更好地了解设备的整体情况,为决策提供数据支持。智能决策支持基于大数据分析,物联网系统可以为企业提供智能决策支持。通过分析设备数据和市场趋势,系统可以预测设备需求、优化库存管理、制定采购计划等。这有助于企业提高运营效率,降低运营成本。
1.实时监控与预警ELMS能够实时监控设备的运行状态,一旦发现异常或潜在故障,系统会立即发出预警,提醒维护团队及时采取措施。这种实时监控和预警机制显著提高了企业对设备故障的快速响应能力,减少了因设备故障导致的生产中断,从而提升了整体运营效率。2.优化调度与资源配置系统能够智能分析设备的使用情况和维护需求,帮助企业合理调度设备和人力资源。通过优化资源配置,企业可以确保关键设备在需要时能够立即投入使用,避免了设备闲置或过度使用的情况,进一步提升了运营效率。自动生成符合ISO55000标准的审计报告,满足设备管理合规性要求。
随着大数据、物联网、人工智能等新技术的快速发展。生产设备也呈现出自动化、智能化、环保化等发展趋势。企业的生产设备量也迅速扩大。在企业的生产经营活动中,从计划、维护、运行、监控、维修等开始,设备的智能控制和管理就存在着一些被忽视或被考虑的缺点。生产设备的运行状况不仅直接影响企业的生产效率、产品质量和成本,而且危及重大设备损坏和人员伤亡等重大事故的发生。与此同时,大数据的概念也越来越普及。大数据挖掘与分析贯穿于设备制造的全过程,如设备运行、设备点检、设备维护、设备维修、在线诊断、售后服务、知识库、设备改造、经验卡等,这对设备的智能化、科学化管理提出了更高的要求。通过数据分析提供设备性能评估、成本分析及更新改造建议,辅助战略决策。上海机电设备全生命周期管理
规范设备报废与处置流程,减少环境污染,支持企业可持续发展目标。枣庄地铁设备全生命周期管理
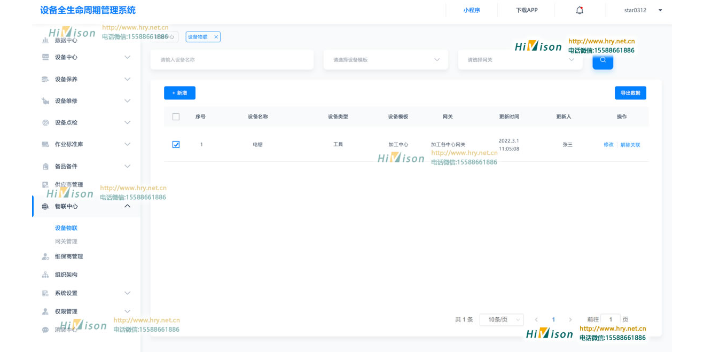
设备全生命周期管理系统的主要功能:设备全生命周期管理系统结合了物联网、大数据、人工智能等先进技术,具备多种实用功能:资产管理:详细记录每台设备的基本信息,如型号、制造商、位置、购买日期、保修期等,确保资产的完整性和准确性。预防性维护:基于设备的历史数据和实时监测,预测潜在故障,安排定期检查和维护,减少突发故障和停机时间,延长设备寿命。实时监控与预警:利用传感器和物联网技术,实时收集设备运行数据,通过数据分析提前发现异常,及时预警,避免重大事故。性能分析:评估设备的运行效率,识别瓶颈,优化资源配置,提高生产率。合规与安全:确保设备操作符合行业标准和法规要求,管理安全检查和培训记录,降低风险。成本控制:通过精细化管理,有效控制维修、备件、能耗等成本,优化预算分配。报废与回收:管理设备退役过程,确保环保处理,回收有价值的部件或材料。枣庄地铁设备全生命周期管理
- 设备全生命周期管理系统报价表 2025-06-19
- 威海手机RFID系统 2025-06-19
- 淄博基础设备全生命周期管理 2025-06-19
- 机械设备RFID 2025-06-19
- 济南设备全生命周期管理的鼻祖 2025-06-19
- 枣庄地铁设备全生命周期管理 2025-06-19
- 仓库设备全生命周期管理系统展示 2025-06-19
- 临沂医疗设备售后管理系统 2025-06-19
- 网络设备全生命周期管理系统欢迎咨询 2025-06-19
- 工厂设备资产管理系统服务价格 2025-06-19
- 无线温度传感器源头厂家 2025-06-19
- 淮安无源光纤通信设备服务热线 2025-06-19
- 设备全生命周期管理系统报价表 2025-06-19
- 威海手机RFID系统 2025-06-19
- 上海集成度高多源授时板卡 2025-06-19
- 边坡雷达机器视觉位移监测仪介绍 2025-06-19
- 乌鲁木齐围墙高压电网 2025-06-19
- 香港3大运营商手机信号放大器 2025-06-19
- 郑州手机信号移动终端追踪产品 2025-06-19
- 苏州办公用光纤通信设备加盟 2025-06-19