辽宁化工设备全生命周期管理app
设备全生命周期管理系统在于数据驱动。通过采集设备运行数据、维护记录、故障信息等,系统利用先进的分析算法,对设备数据进行多维度分析,揭示设备的运行规律与潜在问题。例如,系统可以分析设备的故障模式,预测故障发生的可能性,提前采取预防措施,避免突发停机造成的损失。同时,系统根据数据分析结果,为企业的设备管理决策提供科学的建议。在资源优化配置方面,系统通过分析设备的使用情况与生产需求,合理安排设备的使用,避免资源浪费,提高生产效率。例如,系统可以根据生产计划与设备状态,智能调度设备,比较大化生产效率;支持不同部门或项目之间的设备共享,提高设备的利用率。三维可视化技术的引入使设备管理更加直观高效。辽宁化工设备全生命周期管理app
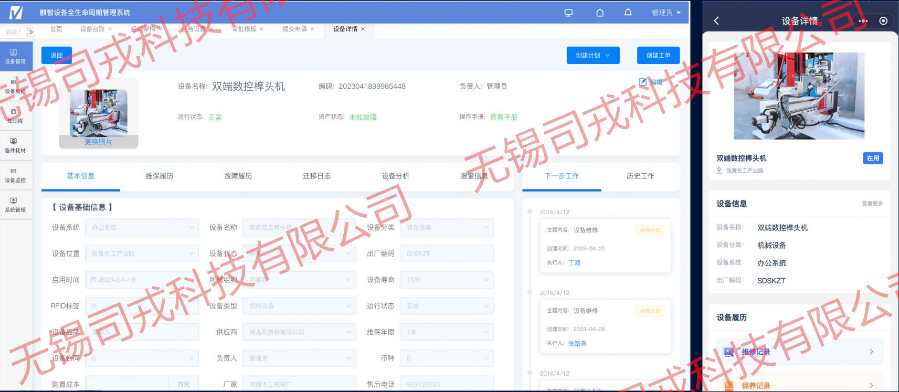
传统设备管理模式下,设备信息分散在各个部门,形成信息孤岛,导致管理效率低下,决策缓慢。设备全生命周期管理系统通过集成物联网、大数据、云计算等先进技术,打破了这一壁垒,实现了设备信息的集中管理和共享。无论是设备的采购、安装、使用、维护还是报废,所有信息都可在系统中一目了然,为管理者提供了、准确的决策依据。系统不仅记录了设备的基本信息,还实时监控设备的运行状态,采集关键数据,通过数据分析预测设备可能出现的故障,提前发出预警。这种一体化的管理方式,提高了设备管理的效率和准确性,降低了因信息不畅导致的管理风险。山西移动端设备全生命周期管理多少钱持续优化阶段通过数据积累和算法迭代不断提升系统性能,这是一个长期过程。

系统建立了完整的备件主数据管理体系,包含30多个分类维度、200多项属性描述。通过分析设备故障历史数据和维护计划,系统动态计算每个备件的安全库存水平,并给出经济采购批量建议。智能预警功能会在库存低于阈值时自动生成采购申请,支持与供应商系统的直连对接,实现VMI(供应商管理库存)管理模式。系统还具备备件质量追溯功能,记录每个备件的装机时间、使用寿命和故障情况,为供应商评估提供数据支持。对于贵重备件,系统支持RFID标签管理,实现精细定位和状态跟踪。某半导体制造企业应用后,备件库存周转率从1.5次/年提升至4.2次/年,库存资金占用减少1600万元,备件供应及时率达到99.8%。
设备全生命周期管理系统涵盖了设备从采购、安装、使用、维护到报废的整个生命周期。在采购阶段,系统可根据企业的生产需求和预算,进行设备选型和供应商评估,确保采购到性价比高、质量可靠的设备。安装调试阶段,系统可提供详细的安装指导和技术支持,确保设备顺利投入使用。在使用阶段,系统实时监控设备的运行状态和性能参数,通过数据分析预测设备可能出现的故障,提前安排维护,避免设备突发故障导致的生产中断。维护阶段,系统智能生成维护计划,提醒维护人员按时进行维护保养,记录每次维护的详细信息,形成设备的健康档案,为后续的维护和故障排查提供重要参考。报废阶段,系统可对设备的报废进行评估和管理,确保设备在报废后得到妥善处理,符合环保要求。在智能制造快速发展的时代背景下,设备全生命周期管理系统正成为制造企业实现数字化转型的重要支撑平台。

随着人工智能、机器学习等技术的不断发展,设备全生命周期管理系统将更加智能化、自动化。未来,系统将具备更强大的数据分析和预测能力,可实现设备的自主诊断、自主维护和自主决策。同时,系统还将与其他新兴技术深度融合,如区块链、边缘计算等,为企业提供更加、高效的管理解决方案。设备全生命周期管理系统以其智能监控、全生命周期管理、协同工作等功能,正开启企业智能管理的新时代。它不仅解决了传统设备管理模式下的诸多难题,还为企业的高效运营和可持续发展提供了有力支持。选择设备全生命周期管理系统,就是选择了一条更加智能、高效、可持续的管理之路,让我们携手共创企业智能管理的新篇章!备件耗材管理模块通过智能化手段解决了库存管理难题。江苏智能化设备全生命周期管理哪家好
部署在关键设备上的传感器网络持续采集振动、温度、压力等运行参数,数据采集频率可达毫秒级。辽宁化工设备全生命周期管理app
对于跨国企业,设备管理系统是实现全球化统一管理的重要工具。系统支持多语言、多币种、多时区操作,满足全球协同需求。某跨国石油公司在30个国家部署统一设备管理系统后,实现了备件库存全球可视化和调配,库存资金占用减少35%。系统还内置各国法规要求,确保当地合规。例如,在欧盟工厂自动执行WEEE指令要求,在美国工厂符合OSHA标准。更关键的是,系统建立了全球设备绩效对标体系,总部可以比较不同国家工厂的设备管理水平,推广最佳实践。这种全球化管理使该公司的设备综合效率标准差从15%缩小到5%,提升了整体运营水平。辽宁化工设备全生命周期管理app
- 安徽化工设备全生命周期管理公司 2025-07-31
- 福建一站式设备全生命周期管理 2025-07-31
- 潍坊化工设备全生命周期管理报价 2025-07-31
- 西藏制造业设备全生命周期管理平台 2025-07-31
- 辽宁化工设备全生命周期管理app 2025-07-31
- 甘肃手机设备全生命周期管理 2025-07-31
- 云南智慧设备全生命周期管理企业 2025-07-31
- 宁夏智慧设备管理系统公司 2025-07-31
- 企业设备全生命周期管理系统 2025-07-31
- 湖北企业设备管理系统公司 2025-07-31
- 初中物理教学平台下载排名 2025-08-01
- 珠海智慧城市数字化注意事项 2025-08-01
- 初中物理仿真实验APP下载安装 2025-08-01
- 留存私域流量运营怎么用 2025-08-01
- 四川省集装箱智能装箱软件公司 2025-08-01
- 海南水力无人机巡检供应商 2025-08-01
- 重庆自动日保养任务模具计数器注塑厂看板 2025-08-01
- 太仓国产电脑整机设置 2025-08-01
- 四川安卓消费机刷卡 2025-08-01
- 长沙银行模块化机房排名 2025-08-01