东营移动端设备全生命周期管理
众多企业通过引入设备全生命周期管理系统,实现了设备管理的升级与降本增效。某制造企业采用该系统后,设备故障率降低,生产效率提高了20%;预防性维护策略的实施,使得设备的使用寿命延长了15%。某能源公司通过系统的故障诊断与预警功能,设备故障率降低了30%,维护成本降低了25%;性能分析与优化功能帮助公司发现了多个优化机会,提高了设备的运行效率。某公共设施管理单位采用该系统后,对其供水和供电设备进行了全面管理。系统的设备资产管理和报废与回收管理功能,使得单位能够清晰掌握每台设备的资产状况和生命周期,合理安排设备的报废和更换工作,确保设施的安全性和可靠性。工业设备管理的智能化转型是制造业高质量发展的必然要求。东营移动端设备全生命周期管理

设备全生命周期管理系统在于数据驱动。通过采集设备运行数据、维护记录、故障信息等,系统利用先进的分析算法,对设备数据进行多维度分析,揭示设备的运行规律与潜在问题。例如,系统可以分析设备的故障模式,预测故障发生的可能性,提前采取预防措施,避免突发停机造成的损失。同时,系统根据数据分析结果,为企业的设备管理决策提供科学的建议。在资源优化配置方面,系统通过分析设备的使用情况与生产需求,合理安排设备的使用,避免资源浪费,提高生产效率。例如,系统可以根据生产计划与设备状态,智能调度设备,比较大化生产效率;支持不同部门或项目之间的设备共享,提高设备的利用率。广东移动端设备全生命周期管理通过为每台设备建立数字化档案,完整记录技术参数、维护历史、运行状态等关键信息。
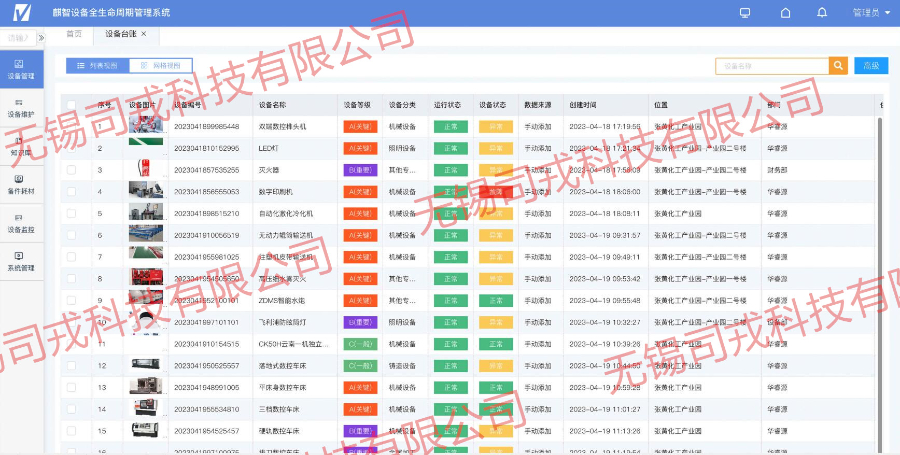
设备全生命周期管理系统涵盖了设备从采购、安装、使用、维护到报废的整个生命周期。在采购阶段,系统可根据企业的生产需求和预算,进行设备选型和供应商评估,确保采购到性价比高、质量可靠的设备。安装调试阶段,系统可提供详细的安装指导和技术支持,确保设备顺利投入使用。在使用阶段,系统实时监控设备的运行状态和性能参数,通过数据分析预测设备可能出现的故障,提前安排维护,避免设备突发故障导致的生产中断。维护阶段,系统智能生成维护计划,提醒维护人员按时进行维护保养,记录每次维护的详细信息,形成设备的健康档案,为后续的维护和故障排查提供重要参考。报废阶段,系统可对设备的报废进行评估和管理,确保设备在报废后得到妥善处理,符合环保要求。
随着ESG报告要求日益严格,设备管理系统成为企业可持续发展数据的重要来源。系统自动采集设备能耗、排放等数据,生成符合GRI标准的可持续发展报告。某消费品企业通过系统数据,准确计算了每吨产品的碳排放量,为碳交易提供了依据。系统还支持循环经济实践,如追踪设备再制造过程,计算资源节约量。更前瞻的是,系统正在与碳管理系统对接,实现碳排放的实时监控和预测。某科技企业应用后,ESG报告编制时间从3个月缩短至2周,数据准确性提高40%。这些功能使设备管理系统成为企业可持续发展战略的重要支撑工具。设备监控模块通过物联网技术实现设备状态的实时感知与智能诊断。

设备全生命周期管理系统通过物联网技术,实现了对设备的实时监控和智能管理。系统可实时采集设备的运行数据,包括温度、压力、振动等关键参数,通过网络传输到监控系统进行实时分析和处理。一旦发现设备运行异常,系统立即发出预警,通知维护人员及时处理,确保设备的稳定运行。这种智能监控方式不仅提高了设备管理的效率和准确性,还降低了因设备故障导致的生产中断风险。管理者可随时随地通过手机或电脑查看设备的运行状态,实现远程管理和控制,提高了管理的便捷性和灵活性。在制造业高质量发展的背景下,设备全生命周期管理系统正从辅助工具升级为重要管理平台。潍坊移动端设备全生命周期管理app
通过部署智能传感器,系统能够实时采集设备的振动、温度、电流等关键参数,基于机器学习算法进行异常检测。东营移动端设备全生命周期管理
现代智能工厂中,设备管理系统已成为连接物理世界与数字世界的枢纽。系统通过工业物联网技术实时采集设备数据,并与MES、ERP等系统深度集成,构建了完整的数字化生产体系。在某个投资50亿元的智能工厂案例中,设备管理系统接入了8000多个数据采集点,每秒处理超过2万条设备状态信息。系统不仅监控设备运行状态,更能基于实时数据动态调整生产参数,实现"感知-分析-决策-执行"的闭环控制。例如,当检测到某台CNC机床刀具磨损加剧时,系统会自动调整切削参数并安排备用机床接替生产,确保生产连续性。这种智能化水平使该工厂的设备综合效率(OEE)达到92%,远超行业平均水平。东营移动端设备全生命周期管理
- 菏泽一站式设备管理系统系统 2025-07-30
- 日照企业设备管理系统平台 2025-07-30
- 辽宁智能化设备管理系统公司 2025-07-30
- 黑龙江小程序设备管理系统软件 2025-07-30
- 湖南移动端设备全生命周期管理公司 2025-07-29
- 企业设备全生命周期管理平台 2025-07-29
- 潍坊通用设备全生命周期管理多少钱 2025-07-29
- 专业的设备全生命周期管理公司 2025-07-29
- 聊城设备全生命周期管理 2025-07-29
- 浙江设备全生命周期管理软件 2025-07-29
- 试验设计工具GOPT集成软件平台 2025-07-30
- 东莞权威TELEC认证价格 2025-07-30
- 工业园区质量电脑整机推荐厂家 2025-07-30
- 安徽购买商管ERP软件多少钱 2025-07-30
- 初中物理上课辅助APP下载安装 2025-07-30
- 浦东新区进口机器人特点 2025-07-30
- 泉州AI虚拟人订制哪家好 2025-07-30
- 深圳定制多点支撑柔性夹具生产厂家 2025-07-30
- 塑料模具计数器使用方法 2025-07-30
- 广东在线式视觉点胶机市价 2025-07-30