长春小型卧式加工中心
卧式加工中心的主要切削方式有哪些?铣削是卧式加工中心较常用的切削方式之一,主要用于加工平面、曲面和槽等。铣削可以分为顺铣和逆铣两种方式。顺铣:顺铣是指刀具旋转方向与工件进给方向相同的铣削方式。顺铣的优点是切削力较小,工件表面质量好,刀具磨损较慢。但是,顺铣时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。逆铣:逆铣是指刀具旋转方向与工件进给方向相反的铣削方式。逆铣的优点是切削力较大,有利于提高加工效率。但是,逆铣时产生的热量较小,容易使工件表面质量变差,刀具磨损较快。高效卧式加工中心采用了先进的数控系统,实现了机床的高度自动化。长春小型卧式加工中心
在卧式加工中心的切削过程中,由于刀具和工件的摩擦产生热量,使得工件产生热变形。热变形会导致工件尺寸发生变化,影响加工精度。特别是在精密加工领域,热变形对加工精度的影响尤为明显。因此,对工件进行有效的冷却是保证加工精度的关键。卧式加工中心的冷却系统通过喷射冷却液的方式,将切削区域产生的热量迅速带走,降低工件的温度,从而减小热变形对加工精度的影响。同时,冷却液还可以润滑工件表面,减少摩擦,降低切削力,进一步提高加工精度。浙江组合加工中心操作卧式加工中心时,必须严格遵守操作规程,按照设备的使用说明书进行操作。
操作卧式加工中心的注意事项——操作卧式加工中心时,必须严格遵守操作规程,按照设备的使用说明书进行操作。不得擅自改变设备的参数、结构和功能,以免发生意外事故。同时,操作人员应定期接受培训,提高自身的操作技能和安全意识。在卧式加工中心工作过程中,操作人员应穿戴好防护用品,如防护眼镜、耳塞、手套等,以防止金属屑、冷却液等对眼睛、耳朵和手部的损伤。特别是在进行高速切削、磨削等作业时,更应注意防护。在卧式加工中心工作前,操作人员应对设备进行多方面检查,包括设备的外观、电气系统、液压系统、气动系统等。确保设备处于良好的工作状态,避免因设备故障导致的安全事故。切削液在卧式加工中心的工作过程中起到冷却、润滑、清洗等作用。操作人员应注意切削液的使用,确保切削液的质量和浓度符合要求。同时,要定期更换切削液,防止切削液变质、污染环境。
卧式加工中心的优势——高效:卧式加工中心采用高速切削技术,能够提高加工效率,缩短生产周期。高精度:卧式加工中心采用高精度的数控系统和伺服驱动,能够实现高精度的加工要求。高自动化程度:卧式加工中心具有自动换刀、自动测量等功能,能够实现高度自动化的加工过程。稳定可靠:卧式加工中心采用强度高的材料和先进的制造工艺,具有较高的刚性和稳定性,确保加工过程的可靠性。灵活性:卧式加工中心具有多种刀具和工艺参数的选择,能够满足不同零件的加工需求。在卧式加工中心中,串行通信主要用于连接各个部件之间的数据传输。
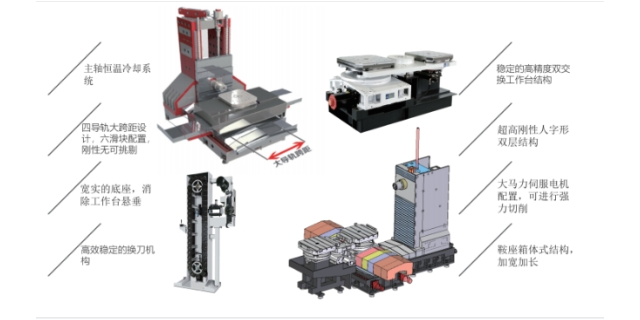
大型卧式加工中心具有以下明显的性能特点——高刚性:大型卧式加工中心采用强度高的铸铁材料制成的床身,具有良好的刚性和抗震性,确保机床在高速切削过程中的稳定性。高精度:大型卧式加工中心采用高精度的滑动导轨结构和高速电主轴,实现对工件的高精度加工。同时,数控系统的高性能计算机控制系统,确保了机床的高速、高精度控制。高自动化:大型卧式加工中心采用自动换刀系统和自动测量系统,实现了对刀具和工件的自动更换和测量,提高了生产效率。高灵活性:大型卧式加工中心采用模块化设计,可以根据不同的加工需求,灵活配置各种功能模块,满足各种复杂零件的加工需求。卧式加工中心可以实现高速切削,减少切削时间,降低能耗。西安正T式双交换卧式加工中心
卧式加工中心采用数控系统控制,具有极高的加工精度。长春小型卧式加工中心
卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心更适合于大型、重型零件的加工。例如,航空发动机、汽车发动机、船舶发动机等复杂曲面零件的加工。卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心的加工精度较高。同时,卧式加工中心的刚性较好,能够承受较大的切削力和扭矩。但是,卧式加工中心的切削速度较低,生产效率相对较低。长春小型卧式加工中心
- 济南多功能卧式加工中心 2025-07-08
- 合肥高效率卧式加工中心 2025-07-08
- 广州小型卧式加工中心 2025-07-08
- 拉萨金属卧式加工中心 2025-07-08
- 长春小型卧式加工中心 2025-07-08
- 湖南十字卧式加工中心 2025-07-08
- 山西高精度卧式加工中心 2025-07-08
- 香港机床卧式加工中心 2025-07-08
- 河南小型卧式加工中心 2025-07-08
- 兰州四轴卧式加工中心 2025-07-08
- 南通购买不锈钢卷材哪家好 2025-07-08
- 深圳硅胶液态包胶模具模架 2025-07-08
- 湖北水力控制阀门安装 2025-07-08
- 南京国内挖机燃油滤清器生产厂家 2025-07-08
- 徐汇区哪里有阻燃材料检测哪家强 2025-07-08
- 上海负重10KG中型单摆臂履带排爆机器人生产商 2025-07-08
- 青岛燃气热风机安装 2025-07-08
- 北京中式蒸炉具型号 2025-07-08
- 广东砂轮金刚笔设备厂家 2025-07-08
- 陕西国内非标自动化设备排行榜 2025-07-08