合肥四轴卧式加工中心
卧式加工中心的操作步骤——开机前准备:检查机床各部分是否完好,如有异常应及时报告维修人员进行处理。检查机床的润滑油、冷却液等液体是否充足,如不足应及时添加。检查刀具是否安装牢固,刀具长度是否符合加工要求。检查工件和夹具是否安装牢固,工件表面是否有油污、锈蚀等现象。根据加工任务,选择合适的刀具和切削参数。开机操作:打开机床电源,启动数控系统。检查数控系统显示屏上的各项参数是否正常,如有问题应及时进行调整。按照加工程序的要求,设置工件坐标系。将刀具安装到主轴上,调整刀具的高度和长度。将工件和夹具安装到工作台上,调整工件的位置和夹紧力。卧式加工中心在加工过程中,可以实现自动换刀、自动测量、自动补偿等功能,提高了加工效率和加工精度。合肥四轴卧式加工中心
数控卧式加工中心的较大优点是高度自动化。传统的机械加工设备需要人工操作,而数控卧式加工中心可以实现自动换刀、自动测量、自动对刀等功能,减少了人工干预,提高了生产效率。同时,数控卧式加工中心还具有自动报警功能,当设备出现异常时,可以及时报警,避免生产事故的发生。数控卧式加工中心的加工精度非常高,可以达到微米级甚至纳米级。这得益于数控卧式加工中心的高精度导轨、滚珠丝杠等关键部件,以及先进的数控系统。通过数控系统的精确控制,数控卧式加工中心可以实现高精度的加工,满足各种精密零件的加工需求。南昌正T式双交换卧式加工中心卧式加工中心的立柱高度较低,便于操作和观察。
卧式加工中心的主要切削方式有哪些?铣削是卧式加工中心较常用的切削方式之一,主要用于加工平面、曲面和槽等。铣削可以分为顺铣和逆铣两种方式。顺铣:顺铣是指刀具旋转方向与工件进给方向相同的铣削方式。顺铣的优点是切削力较小,工件表面质量好,刀具磨损较慢。但是,顺铣时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。逆铣:逆铣是指刀具旋转方向与工件进给方向相反的铣削方式。逆铣的优点是切削力较大,有利于提高加工效率。但是,逆铣时产生的热量较小,容易使工件表面质量变差,刀具磨损较快。
精密卧式加工中心采用模块化设计,可以根据用户的不同需求进行定制。用户可以根据实际生产需要选择不同的主轴、刀库、工作台等部件,实现对机床的个性化定制。此外,精密卧式加工中心还具有丰富的加工工艺功能,可以满足航空、航天、汽车、模具等不同领域的加工需求。这些良好的工艺适应性使得精密卧式加工中心能够满足各种复杂零件的加工需求,提高生产效率。精密卧式加工中心采用高效的节能设计,如低能耗的伺服电机、高效的冷却系统等。这些节能设计不仅降低了机床的能耗,减少了生产成本,还有利于环境保护。此外,精密卧式加工中心的高速切削技术还可以减少切削过程中的热量产生,降低切削温度,延长刀具寿命,实现绿色制造。卧式加工中心的主要特点是主轴轴线与工作台垂直布局,即主轴水平放置。
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。卧式加工中心具有自动测量功能,可以实时监测加工过程中的尺寸和形状,确保加工精度。长春机床卧式加工中心
在卧式加工中心中,串行通信主要用于连接各个部件之间的数据传输。合肥四轴卧式加工中心
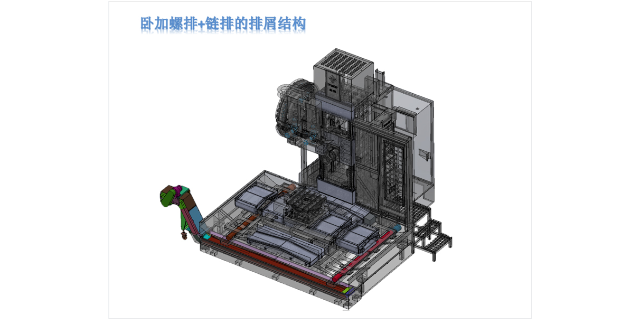
在卧式加工中心的切削过程中,由于刀具和工件的摩擦产生热量,使得机床的各个部件也会产生热量。长时间的高温运行会导致机床部件的磨损加剧,从而影响机床的使用寿命。因此,对机床进行有效的冷却是延长机床使用寿命的关键。卧式加工中心的冷却系统通过喷射冷却液的方式,将切削区域产生的热量迅速带走,降低机床各个部件的温度,从而减小磨损,延长机床的使用寿命。同时,冷却液还可以润滑机床部件表面,减少摩擦,降低磨损速度,进一步提高机床的使用寿命。合肥四轴卧式加工中心
- 合肥四轴卧式加工中心 2025-06-26
- 天津组合加工中心 2025-06-26
- 广州五轴龙门加工中心 2025-06-26
- 广州高精度卧式加工中心 2025-06-26
- 西安数控龙门龙门加工中心 2025-06-25
- 河北双头龙门加工中心 2025-06-25
- 西安环保卧式加工中心 2025-06-25
- 香港双主轴龙门加工中心 2025-06-25
- 河北高精度龙门加工中心 2025-06-25
- 香港多工位卧式加工中心 2025-06-25
- 江苏智能立库高度15米 2025-06-26
- 宝山区变倍视觉镜头怎么样 2025-06-26
- 潮州直销球阀Q41F哪家强 2025-06-26
- 重庆购买吨桶自动清洗设备 2025-06-26
- 南京弯管机厂家 2025-06-26
- 纺织一级能效空压站售后服务 2025-06-26
- 河南便捷式储能设备耗材 2025-06-26
- 无锡小型硫化机供应商 2025-06-26
- 蒂姆沃克铁粉用高频振动筛多少钱 2025-06-26
- 物流自卸铁框加工 2025-06-26