西藏四轴卧式加工中心
卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心更适合于大型、重型零件的加工。例如,航空发动机、汽车发动机、船舶发动机等复杂曲面零件的加工。卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心的加工精度较高。同时,卧式加工中心的刚性较好,能够承受较大的切削力和扭矩。但是,卧式加工中心的切削速度较低,生产效率相对较低。卧式加工中心在加工过程中,可以实现精确的切削参数控制,减少切削力和切削热。西藏四轴卧式加工中心

精密卧式加工中心采用模块化设计,可以根据用户的不同需求进行定制。用户可以根据实际生产需要选择不同的主轴、刀库、工作台等部件,实现对机床的个性化定制。此外,精密卧式加工中心还具有丰富的加工工艺功能,可以满足航空、航天、汽车、模具等不同领域的加工需求。这些良好的工艺适应性使得精密卧式加工中心能够满足各种复杂零件的加工需求,提高生产效率。精密卧式加工中心采用高效的节能设计,如低能耗的伺服电机、高效的冷却系统等。这些节能设计不仅降低了机床的能耗,减少了生产成本,还有利于环境保护。此外,精密卧式加工中心的高速切削技术还可以减少切削过程中的热量产生,降低切削温度,延长刀具寿命,实现绿色制造。南宁机床卧式加工中心卧式加工中心的主要特点是主轴轴线与工作台垂直布局,即主轴水平放置。
多工位卧式加工中心具有高自动化的特点。多工位卧式加工中心采用了先进的数控系统,可以实现自动编程、自动换刀、自动测量等功能,减少了人工操作的繁琐程度。同时,多工位卧式加工中心还具有自动排屑、自动润滑等辅助功能,可以保证机床在长时间运行过程中的稳定性和可靠性。此外,多工位卧式加工中心还具有故障自诊断、故障报警等功能,可以在出现故障时及时报警,便于维修人员快速定位和解决问题。多工位卧式加工中心具有节省空间的优点。传统的立式加工中心由于其结构特点,占地面积较大,对于空间有限的生产车间来说,占地面积成为了一个不小的问题。而多工位卧式加工中心采用了卧式结构设计,使得机床的占地面积得到了极大的减小。同时,多工位卧式加工中心的紧凑型结构设计,使得机床在运输和安装过程中更加方便。
卧式加工中心:卧式加工中心的工作方式主要是通过工作台的移动来实现工件的进给和切削。工作台可以沿X轴、Y轴、Z轴三个方向移动,实现三轴联动。此外,卧式加工中心还可以通过工作台的旋转来实现四轴或五轴联动,以满足复杂曲面零件的加工需求。立式加工中心:立式加工中心的工作方式主要是通过主轴箱的移动来实现工件的进给和切削。主轴箱可以沿X轴、Y轴两个方向移动,实现两轴联动。此外,立式加工中心还可以通过主轴箱的旋转和工作台的移动来实现三轴联动,以满足复杂曲面零件的加工需求。卧式加工中心的工作方式主要是通过工作台的移动来实现工件的进给和切削。
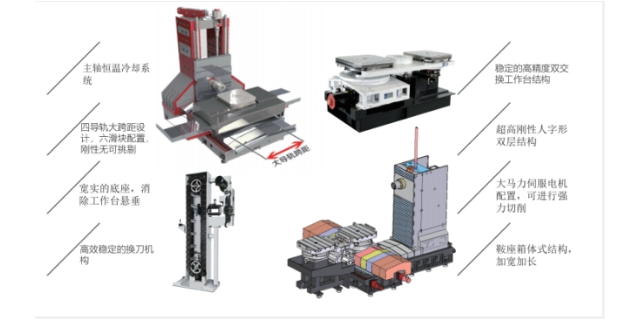
卧式加工中心和立式加工中心结构上的区别——卧式加工中心:卧式加工中心的主要特点是主轴轴线与工作台垂直布局,即主轴水平放置。这种结构的优点是主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,有利于提高加工精度。同时,卧式加工中心的立柱高度较低,便于操作和观察。但是,卧式加工中心的占地面积较大,对厂房的空间要求较高。立式加工中心:立式加工中心的主要特点是主轴轴线与工作台垂直布局,即主轴垂直放置。这种结构的优点是占地面积较小,对厂房的空间要求较低。同时,立式加工中心的立柱高度较高,便于安装大型工件和附件。但是,立式加工中心的主轴箱、立柱、主轴等部件的受力不均匀,热变形较大,对加工精度的影响较大。主轴箱是卧式加工中心的主要部件,主要用于安装主轴和传动装置。呼和浩特专业卧式加工中心
卧式加工中心的结构特点是主轴水平布置,工作台呈水平状态,适用于大型零件的加工。西藏四轴卧式加工中心
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。西藏四轴卧式加工中心
- 上海节能卧式加工中心 2025-06-09
- 北京精密卧式加工中心 2025-06-09
- 天津零件龙门加工中心 2025-06-09
- 福建自动龙门加工中心 2025-06-09
- 西藏四轴卧式加工中心 2025-06-09
- 乌鲁木齐高速龙门加工中心 2025-06-09
- 沈阳大型卧式加工中心 2025-06-09
- 杭州多轴龙门加工中心 2025-06-09
- 四川数控龙门加工中心 2025-06-09
- 广州高稳定龙门加工中心 2025-06-09
- 嘉兴输送设备设计 2025-06-09
- 广州全自动珍珠棉复合机现价 2025-06-09
- 广东矿山机械蛇形弹簧大扭矩联轴器生产厂家 2025-06-09
- 巴顿C36STAY40分子泵轴承销售 2025-06-09
- 江门离心式空调风机品牌 2025-06-09
- 新疆一级能效空压站服务 2025-06-09
- 河南小型大型机械设备装卸 2025-06-09
- 长春管件弯头 2025-06-09
- 碳化硅砂轮制程工艺 2025-06-09
- 浙江茶多酚提取生产线设备哪家好 2025-06-09