重庆数控龙门加工中心
龙门加工中心主轴调速的方法——机械调速:机械调速是通过改变传动比来实现主轴转速的调整。在龙门加工中心中,常用的机械调速方式有齿轮传动、皮带传动等。齿轮传动结构简单,传动精度高,但传动效率较低;皮带传动传动效率高,但传动精度较低。因此,在选择机械调速方式时,需要根据实际加工需求进行选择。变频调速:变频调速是通过改变电机的工作频率来实现主轴转速的调整。变频调速具有调速范围广、调速精度高、启动平稳等优点。在龙门加工中心中,变频调速已经成为主流的调速方式。变频调速系统主要由变频器、电机、编码器等组成。变频器通过对电机工作频率的调节,实现主轴转速的调整;编码器用于检测主轴的实际转速,将实际转速反馈给变频器,实现闭环控制,进一步提高调速精度。矢量控制调速:矢量控制调速是一种先进的变频调速技术,它可以实现对电机转矩和转速的同时控制。在龙门加工中心中,矢量控制调速可以实现更精确的主轴转速调整,提高加工精度和效率。矢量控制调速系统主要由变频器、电机、编码器、矢量控制器等组成。矢量控制器通过对电机电流和电压的实时检测,实现对电机转矩和转速的同时控制,从而实现对主轴转速的精确调整。龙门加工中心的防护罩采用全封闭设计,保证了操作者的安全。重庆数控龙门加工中心
龙门加工中心安装场地的选择——选择平整、坚实的地面作为安装场地,避免在有振动、冲击的地方安装。选择通风良好、温度适宜的环境,避免在高温、潮湿的环境中安装。选择电源稳定、电压合适的场所,避免在电压波动大的地方安装。选择空间宽敞、便于操作的场地,避免在空间狭小、操作不便的地方安装。龙门加工中心安装地基的处理——对安装场地进行平整,确保地面水平度误差在0.02mm/m以内。在地面上铺设一层厚度为50mm以上的橡胶垫,以减少机床运行时产生的振动。在橡胶垫上铺设一层厚度为50mm以上的钢板,以增加机床的稳定性。在钢板上铺设一层厚度为50mm以上的砂土,以进一步减少机床运行时产生的振动。兰州零件龙门加工中心龙门加工中心的床身采用强度高的铸铁材料,具有较好的抗震性和耐磨性。
床身是龙门加工中心的基础部件,其结构直接影响到机床的稳定性和刚性。常见的床身结构有整体式、分体式和混合式三种。整体式床身结构是将床身与立柱、横梁等其他部件一次铸造成型,具有较高的刚性和稳定性,适用于大型龙门加工中心。分体式床身结构是将床身与立柱、横梁等其他部件分别制造,然后通过螺栓连接在一起,便于运输和安装,适用于中小型龙门加工中心。混合式床身结构是在整体式床身上增加分体式的加强筋,既保证了刚性和稳定性,又具有较好的可拆卸性。
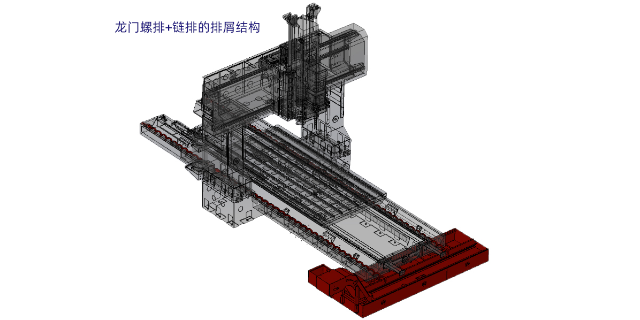
龙门加工中心的冷却系统采用循环冷却的方式,将冷却液循环使用,减少了冷却液的消耗量,降低了生产成本。同时,循环冷却还有利于保护环境,减少冷却液的排放量,降低对环境的污染。龙门加工中心的冷却系统采用多重安全保护措施,如温度过高报警、冷却液泄漏报警等,确保冷却系统的安全可靠运行。此外,冷却系统还采用防水、防尘、防腐蚀的设计,保证了冷却系统的长期稳定运行。龙门加工中心的冷却系统采用模块化设计,各个部件之间的连接简单,便于拆卸和维护。同时,冷却系统还采用智能化的故障诊断功能,能够快速准确地判断故障原因,便于维修人员进行维修。龙门加工中心的自动排屑系统能够有效地清理切削屑,保持机床的清洁。

龙门加工中心的较大特点是具有较大的工作台面积,可以容纳大型零件进行加工。这使得龙门加工中心在航空、航天、汽车等行业得到了普遍的应用。龙门加工中心的刚性主要体现在横梁和立柱的结构上。横梁和立柱采用强度高的材料和合理的结构设计,使得龙门加工中心具有较高的刚性,保证了加工过程中的稳定性和精度。龙门加工中心的主轴采用高精度的滚动轴承和高精度的传动装置,确保了主轴的高速旋转和高精度定位。此外,龙门加工中心的导轨采用高精度的滑动导轨和滚动导轨,保证了工作台的高速移动和高精度定位。这些因素共同保证了龙门加工中心的高加工精度。龙门加工中心的故障诊断系统能够快速定位故障原因,提高了维修效率。合肥自动龙门加工中心
龙门加工中心的主轴轴承是关键部件,其性能直接影响到机床的加工精度和寿命。重庆数控龙门加工中心
刀具是龙门加工中心实现表面质量控制的关键因素之一。选择合适的刀具可以有效地提高加工效率,降低表面粗糙度。在选择刀具时,要考虑以下几个方面——刀具的材料:刀具材料应具有良好的硬度、耐磨性和抗塑性变形能力。高速钢、硬质合金、陶瓷等材料具有较高的硬度和耐磨性,适用于高速切削和重载切削。刀具的几何参数:刀具的几何参数包括前角、后角、主偏角、副偏角等。合理的刀具几何参数可以提高切削效率,降低表面粗糙度。一般来说,前角越大,切削力越小,表面粗糙度越低;后角越大,刀具寿命越长,但切削力和表面粗糙度会相应增大。重庆数控龙门加工中心
- 南京双头龙门加工中心 2025-06-10
- 海口节能卧式加工中心 2025-06-10
- 宁夏复合龙门加工中心 2025-06-10
- 宁夏专业龙门加工中心 2025-06-10
- 湖南复合龙门加工中心 2025-06-10
- 浙江精密卧式加工中心 2025-06-10
- 山西高稳定龙门加工中心 2025-06-10
- 呼和浩特机床卧式加工中心 2025-06-09
- 上海节能卧式加工中心 2025-06-09
- 北京精密卧式加工中心 2025-06-09
- 河北水蒸汽压缩机 2025-06-10
- 上海集中供能源改造 2025-06-10
- 泰州滚珠丝杆有几种 2025-06-10
- 甘肃小型PCB制造 2025-06-10
- 大连六自由度平台定做 2025-06-10
- 山东工业移动空调充足 2025-06-10
- 宜兴附近不锈钢管材供应商家 2025-06-10
- 浦东新区购买组合轴承厂家直销 2025-06-10
- 温州磨床高压泵定制生产 2025-06-10
- 温州本地挖掘机油缸批发价 2025-06-10