合肥自动龙门加工中心
龙门加工中心主轴调速的方法——机械调速:机械调速是通过改变传动比来实现主轴转速的调整。在龙门加工中心中,常用的机械调速方式有齿轮传动、皮带传动等。齿轮传动结构简单,传动精度高,但传动效率较低;皮带传动传动效率高,但传动精度较低。因此,在选择机械调速方式时,需要根据实际加工需求进行选择。变频调速:变频调速是通过改变电机的工作频率来实现主轴转速的调整。变频调速具有调速范围广、调速精度高、启动平稳等优点。在龙门加工中心中,变频调速已经成为主流的调速方式。变频调速系统主要由变频器、电机、编码器等组成。变频器通过对电机工作频率的调节,实现主轴转速的调整;编码器用于检测主轴的实际转速,将实际转速反馈给变频器,实现闭环控制,进一步提高调速精度。矢量控制调速:矢量控制调速是一种先进的变频调速技术,它可以实现对电机转矩和转速的同时控制。在龙门加工中心中,矢量控制调速可以实现更精确的主轴转速调整,提高加工精度和效率。矢量控制调速系统主要由变频器、电机、编码器、矢量控制器等组成。矢量控制器通过对电机电流和电压的实时检测,实现对电机转矩和转速的同时控制,从而实现对主轴转速的精确调整。龙门加工中心的主轴转速高,进给速度快,能够满足高速加工的需求。合肥自动龙门加工中心
龙门加工中心的床身、立柱、工作台、横梁等主要结构采用强度高的铸铁材料,经过热处理和精密加工,具有很高的刚性。这种高刚性结构使得龙门加工中心在承受重负荷切削时,能够保持稳定的加工精度和表面质量,减少振动和变形。同时,高刚性结构还有利于提高刀具的使用寿命,降低切削力,提高加工效率。龙门加工中心采用高速主轴、快速进给、高速换刀等技术,提高了加工效率。高速主轴采用陶瓷轴承,具有高转速、低摩擦、长寿命等优点,能够满足高速切削的需求。快速进给采用直线电机或滚珠丝杠驱动,具有较高的加速度和减速度,能够在较短的时间内完成工件的移动。高速换刀采用气动或液压驱动,实现快速、平稳的换刀过程,减少非加工时间。武汉高刚性龙门加工中心龙门加工中心控制系统采用了先进的人工智能技术,实现了对加工过程的智能监控和智能调度。

龙门加工中心主轴调速的控制策略——恒线速度控制:恒线速度控制是指在加工过程中,保持刀具与工件接触点的线速度恒定。这种控制策略可以有效地提高加工精度和表面质量。在恒线速度控制中,需要根据刀具的材料和磨损情况,选择合适的线速度参数。同时,还需要对主轴转速进行实时调整,以保持线速度恒定。恒功率控制:恒功率控制是指在加工过程中,保持主轴功率恒定。这种控制策略可以有效地保护刀具和工件,延长刀具的使用寿命。在恒功率控制中,需要根据刀具的材料和磨损情况,选择合适的功率参数。同时,还需要对主轴转速进行实时调整,以保持功率恒定。自适应控制:自适应控制是一种先进的主轴调速控制策略,它可以根据加工过程中的实际情况,自动调整主轴转速。在自适应控制中,需要对刀具的材料、磨损情况、切削力等因素进行实时监测和分析,以实现对主轴转速的精确调整。自适应控制在提高加工精度和效率方面具有明显优势。
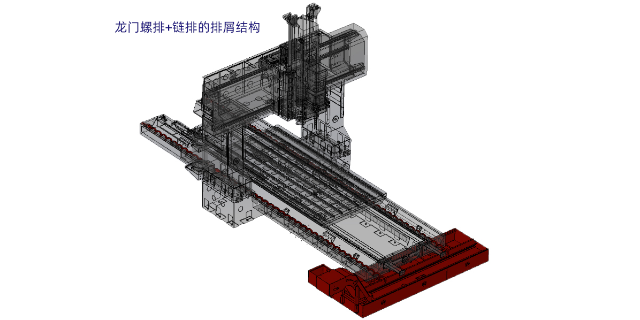
主轴传动系统是龙门加工中心的主要部件,负责将电机的旋转动力传递给主轴。主轴传动系统的设计需要考虑主轴的转速范围、扭矩输出、精度等因素。常见的主轴传动方式有齿轮传动、皮带传动和直驱电机传动三种。齿轮传动具有较高的传动效率和扭矩输出能力,但噪音较大;皮带传动具有较低的噪音和较高的精度,但传动效率较低;直驱电机传动具有较高的传动效率和精度,但成本较高。进给传动系统是龙门加工中心的辅助部件,负责将电机的旋转动力传递给工作台。进给传动系统的设计需要考虑进给速度范围、精度等因素。常见的进给传动方式有齿轮传动、皮带传动和直线电机传动三种。齿轮传动具有较高的传动效率和扭矩输出能力,但噪音较大;皮带传动具有较低的噪音和较高的精度,但传动效率较低;直线电机传动具有较高的传动效率和精度,但成本较高。控制系统是龙门加工中心的主要部件,主要用于控制机床的运动和加工过程。
龙门加工中心的刀具成本控制方法——合理选择刀具:在实际应用中,需要根据具体的加工要求和工件材料来选择合适的刀具。一般来说,硬质合金刀具具有较高的性价比,适用于大多数加工场合;陶瓷刀具具有优异的耐磨性和抗腐蚀性,适用于高速切削和精密加工;金刚石刀具具有极高的硬度和耐磨性,适用于超高速切削和特殊加工。通过合理选择刀具,可以有效降低刀具成本。优化刀具使用策略:在实际操作中,可以通过优化刀具使用策略来延长刀具寿命,从而降低刀具成本。例如,可以采用多刀共用的方式,减少换刀次数;可以采用预调刀的方式,减少试切时间;可以采用自动换刀的方式,提高生产效率。通过优化刀具使用策略,可以有效降低刀具成本。龙门加工中心采用高速主轴、快速进给、高速换刀等技术,提高了加工效率。南京数控大型龙门加工中心
龙门加工中心能够实现极高的加工精度,满足各种精密零件的加工需求。合肥自动龙门加工中心
龙门加工中心主轴调试的注意事项——检查主轴轴承的预紧力:主轴轴承的预紧力对主轴的刚度和热变形有很大影响。预紧力过大,会导致轴承寿命降低;预紧力过小,会导致主轴刚度不足。因此,应根据厂家提供的参数和实际需要,调整主轴轴承的预紧力。检查主轴的径向跳动:主轴的径向跳动会影响加工零件的圆度。在调试过程中,应使用千分表或百分表测量主轴的径向跳动,并根据厂家提供的参数和实际需要进行调整。检查主轴的轴向窜动:主轴的轴向窜动会影响加工零件的尺寸精度。在调试过程中,应使用千分表或百分表测量主轴的轴向窜动,并根据厂家提供的参数和实际需要进行调整。合肥自动龙门加工中心
- 南京双头龙门加工中心 2025-06-10
- 海口节能卧式加工中心 2025-06-10
- 宁夏复合龙门加工中心 2025-06-10
- 陕西大型数控龙门加工中心 2025-06-10
- 宁夏专业龙门加工中心 2025-06-10
- 湖南复合龙门加工中心 2025-06-10
- 浙江精密卧式加工中心 2025-06-10
- 山西高稳定龙门加工中心 2025-06-10
- 广州数控大型龙门加工中心 2025-06-10
- 呼和浩特机床卧式加工中心 2025-06-09
- 激光打标机如何打图片 2025-06-10
- 湖北风叶高速试验箱安装 2025-06-10
- 浙江硅钢纵剪机生产厂家 2025-06-10
- 全自动化钢铁材料荧光光谱分析仪 2025-06-10
- 宜兴测试工控设备方案 2025-06-10
- 中山塑钢PET打包带生产线设备成品 2025-06-10
- 中山轮毂喷砂机有几种 2025-06-10
- 北京提供食品胶管厂家 2025-06-10
- 常州地下车库生产厂家 2025-06-10
- 宁波玻璃破碎机选型 2025-06-10