佛山检测汽车空调系统关键零部件高精度氦气检漏设备源头厂家
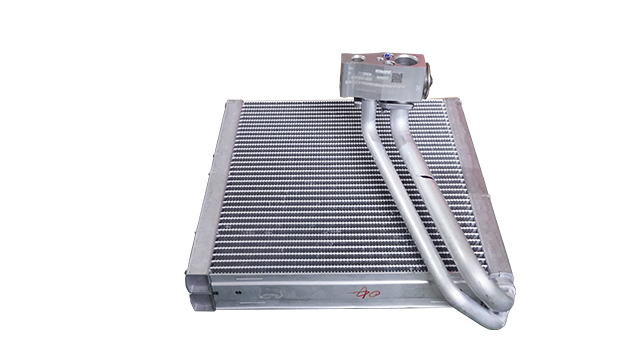
热交换器接管弯曲部位检测: 为了更真实地评估热交换器上接管(尤其是弯曲部位)在实际使用中的密封可靠性,设备采用了弯曲应力加载技术来模拟严苛工况。检测时,设备会专门对热交换器的接管施加一个特定角度(通常在 5° 到 10° 之间)的弯曲应力。这个操作是为了模拟汽车在行驶过程中,因为持续的振动和颠簸,可能导致接管发生的轻微变形。在保持这种弯曲应力的状态下,再进行氦气密封检测。根据实际检测数据统计,大约有 8% 的接管在承受这种弯曲应力时才会暴露出泄漏问题,而在没有应力的情况下检测是合格的。这项技术的重要性就在于,它能非常有效地将这些潜在的、在静态或轻微振动下不易发现的缺陷筛选出来。通过应用这项检测,热交换器在整车复杂振动环境下的整体密封可靠性提升了 35%,有效降低了因接管弯曲变形导致的泄漏故障风险。电子膨胀阀密码保护,氦气设备保障检测数据安全。佛山检测汽车空调系统关键零部件高精度氦气检漏设备源头厂家
汽车空调系统关键零部件高精度氦气检漏设备
电子膨胀阀的微小通道和精密结构对检漏设备要求极高,高精度氦气检漏设备的微流检测技术能满足其检测需求。该技术通过精确测量氦气通过泄漏点的微小流量,计算出泄漏率,检测精度可达 1×10?11 Pa?m3/s。在检测电子膨胀阀时,设备能控制氦气的充压压力和检测时间,确保检测结果的准确性。同时,设备具备自动校准功能,定期对检测系统进行校准,保证检测精度的长期稳定性。微流检测技术的应用,使得电子膨胀阀的微小泄漏也能被准确检测出来,确保电子膨胀阀的密封性能达到设计标准,提高汽车空调系统的控制精度。北京检测汽车空调系统关键零部件高精度氦气检漏设备厂家供应压缩机缸体水套检漏,氦气设备双腔隔离法避免误判。
在汽车空调压缩机的高精度氦气检漏过程中,设备搭载的全自动校准系统成为保障长期检测稳定性的关键技术。该系统基于预设周期智能触发校准程序,通过驱动精密机械臂将NIST可溯源的标准漏孔缝接入检测回路。在无需中断生产的状态下,设备自动对比标准漏孔的理论泄漏值与实际测量值,拟合生成误差补偿曲线,并实时修正氦质谱检漏仪的增益系数、本底噪声阈值等12项关键参数。 该功能实现三大突破性优势: 精度持久化:将设备漂移率控制在≤±0.8%/月的水平(符合ISO 27897认证要求); 零人工干预:校准流程嵌入式执行,避免传统人工校准的15%操作误差风险; 生产连续性:在线校准耗时<90秒,较停机校准提升设备利用率22%。 经某日系车企压缩机工厂实测,应用此系统后误判率下降至0.3%以下,年节约返工成本超180万元。这种自我维护能力不仅确保压缩机微泄漏检测(分辨率达10?? Pa·m3/s级)在连续运行中保持计量级精度,更为新能源汽车热管理系统提供了全生命周期质量监控的技术基石,成为零缺陷制造的关键防线。
在汽车空调关键零部件电子膨胀阀的氦气泄漏检测过程中,温度波动是影响测量精度的关键干扰因素。由于氦气分子具有热膨胀特性,为此本检测设备集成了高精度PT100铂电阻温度传感器,以每秒10次的采样频率实时监控检测腔体环境温度。通过内置的温度-泄漏率补偿算法,系统自动将实时采集的温度数据代入多变量补偿模型,对氦质谱检漏仪的原始测量值进行动态修正。 该温度补偿功能实现了三重技术突破: 全量程覆盖:在5-40℃工业常见温度范围内,补偿精度达±0.5%FS; 非线性校正:针对氦气粘度随温度变化的非线性特征,采用分段插值补偿技术; 瞬态响应:对≤2℃/min的温变速率可保持补偿实时性。 经第三方机构验证(依据ISO27897标准),在昼夜温差达15℃的汽车零部件工厂环境中,搭载此系统的设备将泄漏率检测波动值从常规设备的±8%降低至±1.2%,误判率下降90%。这项技术不仅消除了环境因素对测量结果的干扰,更使电子膨胀阀的微泄漏检测(可低至1×10?? Pa·m3/s)具备全年候稳定性,为新能源汽车热管理系统的可靠性提供了关键技术保障。电子膨胀阀检测标准制定,氦气设备数据提供参考依据。
电子膨胀阀的电磁干扰下密封检测中,高精度氦气检漏设备的电磁兼容(EMC)测试舱技术保障了复杂电磁环境下的检测准确性。设备将膨胀阀置于 EMC 测试舱内,施加 10V/m 的电磁辐射(频率 800MHz - 2.5GHz),模拟汽车电子系统的电磁干扰,同时进行氦气密封检测。检测结果表明,电磁干扰可能导致膨胀阀密封电磁阀的误动作,使泄漏率出现瞬时波动,该技术能捕捉到这种波动并评估其对密封性能的影响,确保膨胀阀在整车复杂电磁环境下的稳定密封。热交换器法兰槽检测,氦气设备结合激光扫描提升精确度。武汉高效率汽车空调系统关键零部件高精度氦气检漏设备按需设计
高精度氦气设备检测压缩机油气分离器,发现隐性泄漏。佛山检测汽车空调系统关键零部件高精度氦气检漏设备源头厂家
该高精度氦气检漏设备在汽车空调压缩机的检测中,采用了先进的氦气回收系统,很大程度上降低了氦气消耗成本。该系统能够将检测过程中排出的氦气进行回收、净化和再利用,氦气回收率可达 90% 以上,漏率严控<8.97×10?? mbar·l/s。在检测过程中,氦气从压缩机中排出后,经过过滤、干燥等处理步骤,去除其中的杂质和水分,然后重新压缩储存,以供下次检测使用。该氦气回收系统的应用,既很好地减少了氦气的采购量,降低了生产成本,又减少了氦气排放对环境造成的影响,相比于传统更加符合现代节能环保的生产理念。佛山检测汽车空调系统关键零部件高精度氦气检漏设备源头厂家
- 上下线汽车空调系统关键零部件高精度氦气检漏设备厂家供应 2025-07-30
- 东莞国产汽车空调系统关键零部件高精度氦气检漏设备24小时服务 2025-07-30
- 直销汽车空调系统关键零部件高精度氦气检漏设备售后服务 2025-07-30
- 北京大型汽车空调系统关键零部件高精度氦气检漏设备工厂直销 2025-07-30
- 上海大型汽车空调系统关键零部件高精度氦气检漏设备共同合作 2025-07-30
- 广州直销汽车空调系统关键零部件高精度氦气检漏设备源头厂家 2025-07-30
- 广州新款汽车空调系统关键零部件高精度氦气检漏设备定制价格 2025-07-30
- 绿色环保汽车空调系统关键零部件高精度氦气检漏设备源头厂家 2025-07-30
- 东莞国产高精度激光切割设备价格咨询 2025-07-29
- 扬州高效率汽车空调系统关键零部件高精度氦气检漏设备厂家供应 2025-07-29
- 陕西便宜的储能设备24小时服务 2025-07-30
- 贵州靠谱的UVLED固化机按需定制 2025-07-30
- 上海工厂设备工业模型设计价格 2025-07-30
- 韶关直销SPI检测设备原理 2025-07-30
- 上海进口浸渗剂销售电话 2025-07-30
- 陕西履带式高空作业平台参考价 2025-07-30
- 河南小袋投料粉粒体卸料设备哪家好 2025-07-30
- 上海洗脱机公司 2025-07-30
- 安徽乘客电梯轿厢 2025-07-30
- 甘肃蒸发冷空调 2025-07-30