北京化工压力容器批发
维护,化工行业大量使用的压力容器,由于介质的腐蚀性、反应条件忽冷忽热、运输、使用、人为等问题,总会出现这样那样的搪瓷层损坏,造成不必要的生产停止,如大面积脱落,建议只能返厂重新搪瓷。压力容器价格较高,微小损坏时没有必要整台设备更新,这就需要选用合适的修补法,用(劲素成)JS916马上进行修补,否则,就会使压力容器被容器里溶剂腐蚀,搪瓷面的损坏会迅速扩大,并由此造成停产、安全事故及环境污染等不可预计的损失。压力容器在设计时应考虑防爆、防腐等特殊要求。北京化工压力容器批发

其他介绍,内部或外部承受气体或液体压力,并对安全性有较高要求的密封容器。早期的化学工业,反应压力多在10兆帕以下。但合成氨和高压聚乙烯等高压生产工艺出现后,要求压力容器的压力达100兆帕以上。随着化工和石油化工等工业的发展,压力容器的工作温度范围越来越宽,容量不断增大,有些还要求耐介质腐蚀。20世纪60年代开始,核电站的发展对反应堆压力容器提出了更高的安全和技术要求,从而促进了压力容器的进一步发展,普遍应用于各工业部门。压力容器主要为圆柱形,也有球形或其他形状。江苏小型压力容器参考价计算压力容器的容积,需要考虑存储介质的性质和温度,以避免运行中的问题。
材料代用的手续要求为:(1)容器承压部件的代用要严格进行,须经由代用单位技术部门的批准并上报代用材料的复检报告或质量证明,由主管负责人核准批复;(2)必须在获得原设计单位的允许并拿到证明文件后,才可以在压力容器制造时进行材料代用;(3)压力容器的设计图、施工图以及出厂时的质量证明书中要细致标注代用材料的规格部位、材质和规格。以优代劣,压力容器所用的全部金属材料要具有优良的性能,包括材料的力学性能、耐腐蚀性、耐高温性和制作工艺等。每一种材料的性能都是固定不变的从性能比较的角度出发,常常会出现材料间的“优”和“劣”的问题。但每种压力容器对对材料性能的要求在不同情况下也是不一样的,所以,材料代用中的“优”与“劣”判断从实际出发,具体问题具体分析。
压力容器主要作用:储存、运输有压力的气体或液化气体,或者为这些流体的传热、传质反应提供一个密闭的空间。压力容器的安全附件:(1)安全泄压装置(安全阀、爆破片);(2)计量显示装置(压力表、液面计、温度计)固定式压力容器的分类:(1)按承受压力的等级分为:低压容器、中压容器、高压容器和超高压容器低压(代号L)0.1MPa≤p<1.6MPa;中压(代号M)1.6MPa≤p<10MPa;高压(代号H)10MPa≤p<100MPa;超高压(代号U)p≥100MPa。在石油和天然气行业,压力容器用于存储高压气体和液体,扮演着关键角色。

随后经过40多年发展,一大批制造厂陆续取得美国ASME U和U2制造许可证,我国的压力容器制造不但从技术水平和能力上与国外先进国家的水平缩小了差距,在某些方面甚至已经达到或超过国外同类产品的水平,而且在制造质量控制方面也与国际接轨。特别在“十三五”期间,随着我国从石化大国成为石化强国,我国的压力容器制造也向大型化、高级化、主要设备国产化迈进。但当前我国压力容器制造的数字化、网络化方面距离世界强国还有一定距离,大量的中小企业基础设施薄弱、管理制度及生产设备落后。压力容器在停用或闲置时,应进行适当的防腐处理以延长使用寿命。北京化工压力容器批发
制造过程中,压力容器的表面处理工艺是确保其耐腐蚀性的关键环节之一。北京化工压力容器批发
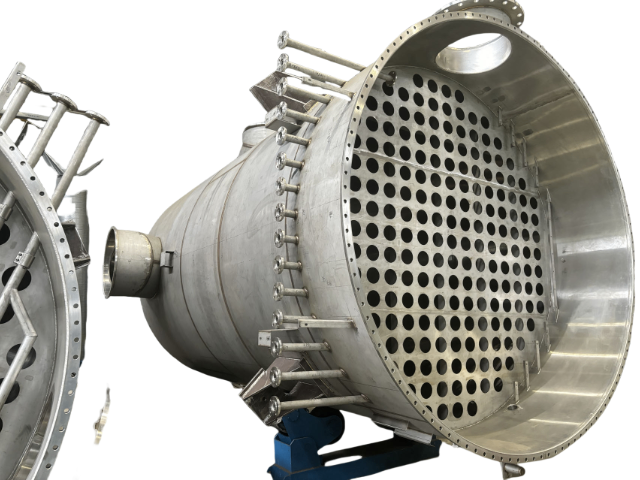
制造工艺:1、压力容器制造工序一般可以分为:原材料验收工序、划线工序、切割工序、除锈工序、机加工(含刨边等)工序、滚制工序、组对工序、焊接工序(产品焊接试板)、无损检测工序、开孔划线工序、总检工序、热处理工序、压力试验工序、防腐工序。2、不同的焊接方法有不同的焊接工艺。焊接工艺主要根据被焊工件的材质、牌号、化学成分,焊件结构类型,焊接性能要求来确定。首先要确定焊接方法,如手弧焊、埋弧焊、钨极氩弧焊、熔化极气体保护焊等等,焊接方法的种类非常多,只能根据具体情况选择。确定焊接方法后,再制定焊接工艺参数,焊接工艺参数的种类各不相同,如手弧焊主要包括:焊条型号(或牌号)、直径、电流、电压、焊接电源种类、极性接法、焊接层数、道数、检验方法等等。北京化工压力容器批发
- 甘肃取水阀箱 2025-06-19
- 超高压压力容器定制价格 2025-06-19
- 北京壁挂式洗眼器现货直发 2025-06-19
- 北京化工压力容器批发 2025-06-19
- 深圳稳压点阀箱价位 2025-06-18
- 河北阀箱批发 2025-06-18
- 山西防冻洗眼器 2025-06-18
- 辽宁洗眼器工作原理 2025-06-18
- 北京稳压点阀箱行价 2025-06-18
- 湖北化工厂用洗眼器 2025-06-18
- 北京工业自动化视觉检测设备生产厂家 2025-06-19
- 吉林食品级化工桶 2025-06-19
- 安徽国产涂布机采购平台 2025-06-19
- 浙江光刻涂胶显影机厂家 2025-06-19
- 静安区C1902X205Y16分子泵轴承 2025-06-19
- 山东大型卷圆加工厂家 2025-06-19
- 云南卫生间排水提升泵产品介绍 2025-06-19
- 钣金加工钣金箱体门怎么设计 2025-06-19
- 黄山工厂尾气风管源头工厂 2025-06-19
- 北京公制刀柄 2025-06-19