闵行区德国全斯福弯管机定做
跨界工艺创新让全自动弯管机突破传统加工边界。当与 3D 打印技术结合时,设备可先对钛合金管材进行准确弯曲,再通过激光熔覆在弯曲处添加强化涂层,某企业用此工艺生产的导弹燃料管,疲劳寿命提升 3 倍以上。与机器人焊接系统联动时,弯管机完成管件成型后,六轴机器人立即对接口进行自动焊接,某压力容器厂引入该生产线后,储罐管路的加工周期从 48 小时压缩至 16 小时,且焊接合格率达 99.9%。这种工艺融合不只提升了生产效率,更催生了 “弯曲 - 强化 - 连接” 的一体化制造新模式。设备的智能润滑系统定时维护传动部件,减少磨损保障长期稳定运行。闵行区德国全斯福弯管机定做

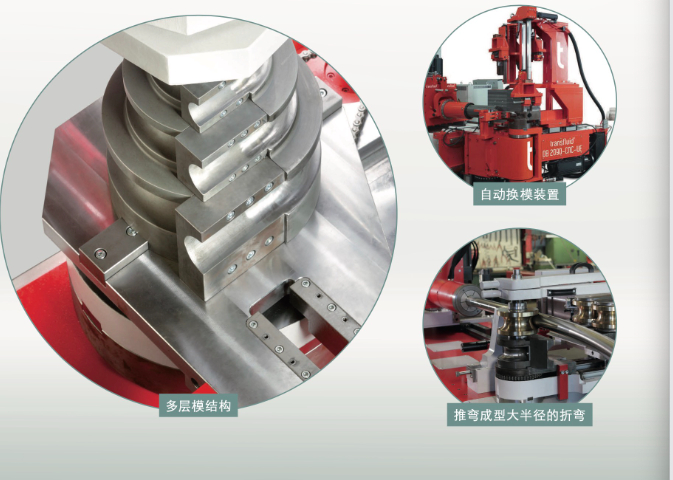
数控弯管机的重要技术体系构建了高精度加工的底层逻辑,其数控系统通过多轴联动控制算法实现管材弯曲的毫米级精度把控。设备采用双伺服电机驱动方案,送料轴与弯曲轴的位置反馈分辨率达 0.001mm,配合光栅尺闭环检测,可将 DN50 碳钢钢管的弯曲角度误差控制在 ±0.3° 以内。某工程机械厂使用配备雷尼绍激光干涉仪的数控弯管机,加工的液压油管在 150MPa 压力测试中无泄漏现象,这得益于设备对弯曲回弹量的动态补偿技术 —— 系统会根据实时采集的管材应变数据,自动修正下一次弯曲的角度参数,使复杂管件的一次性合格率提升至 97% 以上。杭州数控弯管机设计全自动弯管机采用模块化快换模具,3 分钟内完成规格切换,适配多品种生产。
数控弯管机的多维误差补偿技术构建了精密加工的智能防护网,通过动态数据反馈实现全流程精度把控。设备内置的应变传感器以 1000Hz 的采样频率监测管材弯曲时的形变数据,当检测到壁厚偏差超过 0.03mm 时,系统自动调整弯曲速度与压力组合,某航空导管厂使用该技术后,将 φ8mm 钛合金管的弯曲椭圆度控制在 0.5% 以内。针对材料回弹的非线性特性,设备采用机器学习算法建立回弹预测模型,通过积累 20 万组加工数据,使不同批次铝合金管的回弹补偿精度提升至 ±0.2°,经三坐标测量仪检测,复杂空间弯管的点位偏差≤0.3mm,满足航空发动机管路的装配要求。
数控弯管机的复合加工能力突破了传统单机设备的功能边界,通过工艺集成实现制造效率跃升。当与在线去毛刺装置联动时,设备可在弯曲完成后立即对管件端口进行磨削处理,某汽车零部件厂引入该生产线后,制动管的加工工序从 4 道减至 2 道,生产周期缩短 40%。集成激光打标功能的机型则能在管件弯曲后自动标记批次信息与二维码,某工程机械厂借此实现了液压管从加工到装配的全流程追溯,质检效率提升 60%。这种 “弯曲 + 后处理” 的复合加工模式,正成为批量生产场景下的效率榜样。设备的表面防护技术,防止管材在加工过程中出现划痕与损伤。

设备搭载的智能监测系统为弯管加工提供了全流程质量管控能力。多组传感器实时采集弯曲压力、管材温度、模具磨损度等数据,通过边缘计算模块进行实时分析,当检测到管材壁厚偏差超过 0.05mm 时,系统会自动调整弯曲速度以补偿变形量。在医疗器械导管加工中,这种实时监测功能尤为关键 —— 某微创设备制造商使用配备红外测温的弯管机,将 PEEK 材料导管的弯曲热损伤率从 22% 降至 3% 以下,确保了导管在人体内的生物相容性。数据还会同步上传至工厂 MES 系统,形成每件产品的加工档案,为质量追溯与工艺优化提供完整数据链。?全自动弯管机集成机械手臂自动上料,配合视觉识别,准确校准管材位置。徐汇区数控弯管机
全自动弯管机的六轴联动控制,可一次性成型复杂空间曲线管件。闵行区德国全斯福弯管机定做
全自动弯管机的应用范围正不断拓展,从传统的建筑给排水、暖通空调领域,延伸至新能源汽车、海洋工程等新兴行业。在新能源汽车电池冷却系统的管路加工中,设备可对铝合金管材进行高精度弯曲,确保管路与电池模组的贴合度,提升散热效率。而在海洋工程中,针对耐腐蚀性要求高的钛合金管材,全自动弯管机能通过优化弯曲工艺,避免材料性能在加工过程中受损,保障海洋设备的可靠性。这种跨领域的应用,彰显了全自动弯管机在现代制造业中的重要地位。闵行区德国全斯福弯管机定做
- 浦东新区特马弯管机生产厂家 2025-07-18
- 无锡机器人弯管机设计 2025-07-18
- 闵行区自动弯管机定制 2025-07-17
- 无锡特马弗莱克斯弯管机设计 2025-07-17
- 杨浦区Transfluid弯管机价格 2025-07-17
- 自动弯管机定做 2025-07-17
- 无锡数控弯管机设计 2025-07-17
- 南京德国全斯福弯管机 2025-07-17
- 常州机器人弯管机定制 2025-07-17
- 青浦区机器人弯管机哪家好 2025-07-17
- 福州复式螺杆电梯尺寸 2025-07-18
- 梁溪区微型多层真空压机 2025-07-18
- 重庆城市给排水用闸阀定制 2025-07-18
- 江苏家济运编机器人哪家正规 2025-07-18
- 梁溪区本地双轴撕碎机市场 2025-07-18
- 佛山电路板离子污染测量仪厂家 2025-07-18
- 宁波微孔加工 2025-07-18
- 湖北污泥干燥机设计 2025-07-18
- 临沂别墅螺杆电梯尺寸 2025-07-18
- 定制滚压成型机设备哪家好 2025-07-18