福建多功能注塑机生产厂家推荐
在注塑过程中,加热圈负责将塑料颗粒加热至熔融状态,其温度准确性直接影响塑料流动性与制品质量。加热圈长期使用易出现老化、电阻变化等问题,导致温度偏差。若温度过低,塑料塑化不完全,注射时会出现堵塞、制品缺料等现象;温度过高,则塑料易分解、变色,影响制品性能。因此,需定期检查加热圈。日常巡检时,观察加热圈外观有无破损、变形,接线处是否松动。使用测温仪器定期检测加热圈实际温度与设定温度是否相符,误差一般控制在 ±5℃以内。若发现温度偏差较大,及时更换加热圈或调整温控系统参数。通过定期检查加热圈,确保注塑过程温度准确,保障塑料制品质量稳定,减少废品率,提升生产效益。注塑机的模具更换需快速且简便,提高灵活性。福建多功能注塑机生产厂家推荐
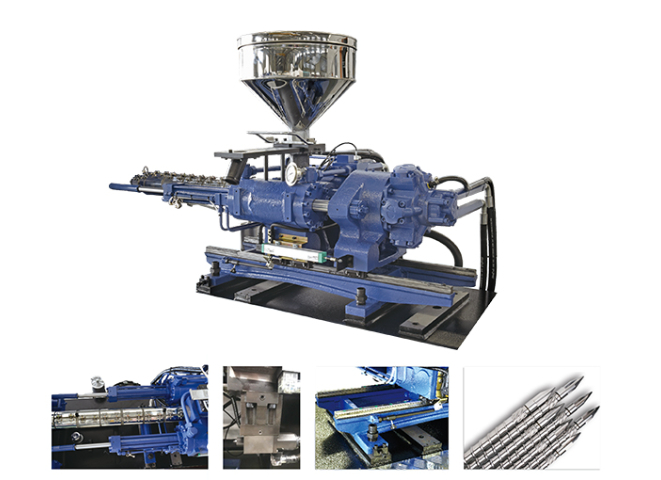
新型注塑机采用集成化设计理念,将多个功能模块高度集成,提升整体性能。在机械结构上,将合模机构、注射机构、液压系统等进行优化整合,减少零件数量和连接部件,降低机械故障发生概率。同时,采用先进的智能控制系统,将温度控制、压力控制、速度控制等功能集成在一个控制单元中,实现各参数的协同控制。例如,在注射过程中,控制系统可根据预设的工艺参数,实时调整注射速度、压力和温度,确保塑料熔体在比较好状态下填充模具型腔。集成化设计还便于设备的安装、调试和维护,减少了设备的占地面积。通过集成化设计,新型注塑机在提高生产效率、保证产品质量的同时,降低了设备的运行成本和维护难度。江门立式注塑机设备选择合适的注塑机型号能提升生产线的灵活性。

注塑机的注射速度对塑料制品的质量有着直接影响,并且需要依据制品形状进行优化。对于薄壁制品,由于其壁厚较薄,熔体在型腔内冷却速度快,需要较高的注射速度,以确保熔体能够在短时间内快速填充型腔,避免出现填充不足、冷料痕等缺陷。但注射速度过高可能会导致熔体产生喷射现象,使制品表面出现流纹、气痕等问题,因此需要在保证填充效果的前提下,通过试验和模拟分析确定比较好注射速度。对于厚壁制品,其冷却时间较长,若注射速度过快,容易产生较大的内应力,导致制品变形、开裂,此时应采用较低的注射速度,并结合适当的保压和冷却措施。对于形状复杂、有薄壁和厚壁过渡区域的制品,则需要采用分段注射速度控制,在薄壁区域加快注射速度,在厚壁区域降低速度,使熔体在型腔内均匀流动,从而获得高质量的塑料制品。
注塑机的安全门设计严格遵循国际安全标准,为操作人员提供可靠的安全保障。安全门采用品质好的材料制造,具有良好的抗冲击性能,防止在设备运行过程中因意外碰撞而损坏。门上安装有多重安全联锁装置,当安全门打开时,注塑机的合模、注射等危险动作立即停止,避免操作人员误操作引发安全事故。同时,安全门配备有光幕保护装置,当有物体遮挡光幕中的光线时,系统会立即触发停机信号,确保人员安全。例如,在欧洲,注塑机的安全门需符合 CE 认证标准,从门的材质、结构到安全联锁装置和光幕保护等方面都有严格要求,确保设备在各种工况下都能保障操作人员的安全。注塑机的注射单元设计需确保塑料均匀熔融。

高效的注塑机借助智能控制系统实现了生产的高效化。智能控制系统采用先进的传感器技术、数据处理技术和控制算法,对注塑过程进行实时监测和精确控制。通过安装在料筒、模具、液压系统等部位的温度传感器、压力传感器、位移传感器等,收集大量的生产数据,如料筒各段温度、注射压力、螺杆位置等。这些数据被传输到控制系统的处理器,经过快速的数据处理和分析,与预设的工艺参数进行对比。根据对比结果,智能控制系统自动调整注塑机的运行参数,如在塑料熔体粘度发生变化时,及时调整注射速度和压力,确保熔体在模具型腔内的填充过程稳定、均匀。同时,智能控制系统还具备自学习和优化功能,能够根据以往的生产数据和经验,不断优化工艺参数设置,提高生产效率和产品质量,减少废品率,实现注塑机的智能化、高效化生产,提升企业的生产效益和市场竞争力。高效的注塑机需配备高效能的加热和冷却系统。株洲工业注塑机生产厂家
注塑机的加热圈需定期检查,确保温度准确。福建多功能注塑机生产厂家推荐
注塑机的料斗设计直接影响到生产的便利性和效率。料斗应具有较大的开口,方便操作人员将原材料倒入,同时配备自动加料装置,可实现连续加料,减少人工操作频率。例如,采用螺旋上料机或气力输送装置,将原材料从储存区直接输送到料斗中,提高加料速度和准确性。在清洁方面,料斗内部应设计成光滑的表面,避免物料残留。同时,料斗底部应设置便于清理的出料口,当需要更换原材料或进行设备维护时,可快速排空料斗内的物料。此外,料斗还可配备自动清洁装置,如高压喷头或振动器,定期对料斗进行清洁,确保物料的纯净度,防止杂质混入影响产品质量。福建多功能注塑机生产厂家推荐
- 安徽果框注塑机特点 2025-06-24
- 杭州多功能注塑机价位 2025-06-24
- 河南角式注塑机特点 2025-06-24
- 漳州半自动注塑机结构 2025-06-24
- 三板注塑机厂家推荐 2025-06-24
- 广东半自动注塑机多少钱 2025-06-24
- 株洲立式注塑机生产厂家推荐 2025-06-24
- 漳州半自动注塑机大概多少钱 2025-06-24
- 福建多功能注塑机生产厂家推荐 2025-06-24
- 江苏立式注塑机哪家便宜 2025-06-24
- 绍兴离心空调风机供应商 2025-06-24
- 山东国内石膏煅烧脱硫设备维保 2025-06-24
- 韶关光学大口径一键测量机 2025-06-24
- 安徽稀释釜搅拌器售后服务 2025-06-24
- 南京实用日用品模具生产厂家 2025-06-24
- 购买物联网应用服务联系人 2025-06-24
- 非标准件磷化螺钉报价 2025-06-24
- 湖州钻攻双工位哪家好 2025-06-24
- 安徽国产搅拌器故障维修 2025-06-24
- 河北YFA-F型液压阀门测试台哪家好 2025-06-24