色母粒造粒机产品介绍
螺杆压缩段在单螺杆生产工艺中承担着压实、熔融物料并建立压力的重要任务。随着螺杆的旋转,螺槽深度逐渐变浅,对物料进行强烈的挤压。同时,机筒外部的加热系统开始发挥关键作用,通过电加热、水冷却自动控制机筒温度,使物料温度逐步升高,从固态逐渐转变为粘流状态。压缩段的关键参数包括压缩比 ε(ε=h1/h3,h1 为加料段螺槽深度,h3 为均化段螺槽深度)以及长度 L2 ,准确的参数设置能够保证物料充分熔融和压实,为均化段的加工做好准备。切粒方式包括水拉条切粒、风冷模面热切、水环切粒和水下切粒等。色母粒造粒机产品介绍

原料预处理是单螺杆生产工艺的基础环节,其精确度和细致程度直接影响后续生产流程及产品质量。首先,筛选工序不可或缺。通过振动筛,能有效去除塑料原料中混入的金属碎屑、石子等杂质,这些杂质若进入后续加工环节,不仅会严重磨损螺杆、机筒,还可能导致模具堵塞,进而影响产品质量,降低设备使用寿命。例如,在塑料造粒生产中,哪怕极少量的金属碎屑都可能造成颗粒表面出现瑕疵,影响产品外观和性能。对于吸湿性强的原料,如聚酰胺(PA),干燥处理尤为关键。利用热风干燥机,将温度严格控制在 80 - 120℃,干燥时长设定为 2 - 4 小时,目的是将原料水分含量降至 0.1% 以下。因为水分在高温加工过程中,会引发原料水解,使产品出现气泡、强度降低等问题。完成筛选和干燥的原料,需依据产品配方,准确称取并投入搅拌设备进行充分混合。在制作功能母粒时,像添加阻燃剂、增韧剂等助剂,均匀混合能确保助剂在基础树脂中充分分散,让产品具备稳定且符合要求的性能。色母粒造粒机产品介绍水环切粒在水中将物料条切断,能有效降低物料与刀具之间的摩擦力,适用于粘性物料。
双螺杆生产工艺的起始环节是原料准备与预处理。在准备原料时,需确保其符合工艺要求,无杂质、无污染,这是保证产品质量的基础。对于塑料原料,常见的杂质如金属碎屑、石子等,会在后续加工中损坏设备,影响产品质量,因此需通过筛选工序去除,如使用振动筛进行筛选。同时,原料的湿度、温度也需严格控制在规定范围内,例如对于吸湿性较强的聚酰胺(PA)原料,其水分含量过高会在高温加工时引发水解、气泡等问题,一般需采用热风干燥机在 80 - 120℃下干燥 2 - 4 小时,将水分含量降至 0.1% 以下。此外,按照产品配方要求,准确称取各种原料并进行混合,对于添加了助剂的原料,如制作功能母粒时添加阻燃剂等,混合均匀尤为重要,可通过搅拌设备充分搅拌,确保助剂在基础树脂中均匀分散,为后续生产提供稳定的物料条件。
单螺杆造粒机具备诸多技术优势。它集密炼、提送、喂料、挤出、风冷热切粒、风送冷却于一体,实现了自动化连续作业,很大提高了生产效率。密炼、喂料及挤出段可根据客户需求选择电加热、蒸汽加热或热油循环加热技术,满足不同材料对温度的要求。混炼机采用 “四棱同步耐磨混炼室” 技术,效率高、耗能低,塑化充分且分散均匀。喂料装置采用独特技术,可对混炼物料进行辅助混炼,并对单螺杆挤出机进行强制喂料,提升造粒效率和品质。双锥螺杆和单螺杆的驱动均采用交流变频技术,能适应各种工艺技术要求 。对切粒装置的刀具进行定期检查和更换,保证切粒的精度和质量。

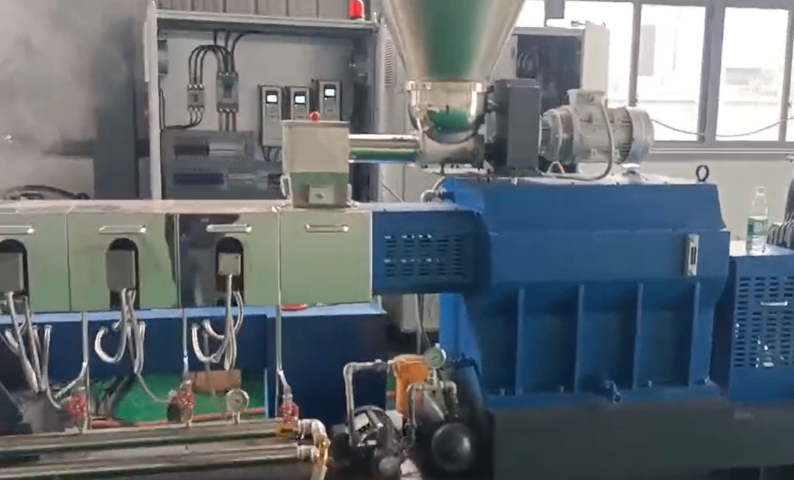
单螺杆造粒机的螺杆一般分为加料段、压缩段和均化段。在加料段,螺杆底径较小,其主要任务是将原料平稳输送至后续阶段。螺槽深度 h1 通常为 (0.12 - 0.14) D(D 为螺杆直径),螺旋升角 φ 一般取 17°40′,以满足不同物料的输送需求。进入压缩段,螺杆底径逐渐变化,螺槽深度变浅,对物料进行压实、熔融,并建立压力。压缩比 ε(ε=h1/h3,h3 为均化段螺槽深度)和长度 L2 是关键参数,精确的参数设置能保证物料充分熔融和压实。均化段将压缩段已熔物料定量定温地挤到螺杆前端,此段螺槽深度 h3 一般为 (0.05 - 0.07) D ,进一步均匀塑化物料,稳定压力和温度,为机头挤出提供质量稳定的物料。新型造粒机采用高效节能的加热系统和冷却系统,降低能源消耗。江苏实验造粒机图片
常见的造粒机类型有单螺杆造粒机、双螺杆造粒机、圆盘造粒机、转鼓造粒机等。色母粒造粒机产品介绍
在污水处理和环保领域,造粒机也有着独特的应用。例如,在污泥处理过程中,将脱水后的污泥通过造粒机制成颗粒,便于后续的填埋、焚烧或资源化利用。污泥颗粒化可以减少污泥的体积,降低运输和处理成本,同时还能提高污泥的稳定性。在环保材料生产中,造粒机可用于生产吸附剂、催化剂载体等颗粒材料,用于处理废气、废水等污染物。随着环保要求的不断提高,对污水处理和环保领域的造粒机需求将不断增加,促使企业研发更加高效、环保的造粒设备,以满足日益严格的环保标准。色母粒造粒机产品介绍
- 四川片材机一般多少钱 2025-06-07
- 湖南国产色母造粒生产线服务 2025-06-07
- 湖南密炼机规格 2025-06-07
- 色母粒造粒机产品介绍 2025-06-07
- 浙江双阶造粒生产线多少钱 2025-06-07
- 湖北塑料密炼机图片 2025-06-07
- 湖北PET片材机厂家电话 2025-06-07
- 四川双螺杆造粒机咨询报价 2025-06-07
- 江苏炭黑色母造粒生产线一般多少钱 2025-06-07
- 天津PET双阶造粒生产线配件 2025-06-07
- 江苏专业变频器维修多少钱 2025-06-07
- 四川路桥棒材钢筋锯切套丝生产线设备 2025-06-07
- 重庆多功能温湿解耦型恒温恒湿空气处理机组解决方案 2025-06-07
- 无锡销售通用机械维修代理品牌 2025-06-07
- 上海不锈钢过滤设备费用 2025-06-07
- 呼和浩特恒温热风机批发价格 2025-06-07
- 嘉兴三轴数控机床供应商 2025-06-07
- 苏州便携式制氧机价格 2025-06-07
- 福州润滑泵销售 2025-06-07
- 成都共箱封闭母线槽批发商 2025-06-07