广西食品废水处理系统
在工艺流程自动化方面,弘盛科技对废水处理全流程进行系统规划设计。从进水到出水,各处理环节紧密衔接,通过自动化控制系统协同运行。依据水质监测数据,自动调节混凝反应时间与强度、控制生物处理池溶解氧浓度等参数。无论是水质波动,还是水量变化,系统都能快速适应,确保在不同工况下都能高效稳定运行,有效提升废水处理质量与效率,满足日益严格的环保要求。广州弘盛科技发展有限公司设计的废水处理系统,充分考虑与企业现有生产设备的兼容性。项目实施前,对企业生产流程与设备进行详细调研,确保处理系统接口、信号传输等与生产设备无缝对接。根据生产设备排水水质、水量与排放规律,合理设计废水收集与预处理系统,使生产废水顺利进入处理系统,同时避免对生产设备运行造成影响,保障企业正常生产秩序,实现生产与环保的协同发展。 安装废水处理系统,有效降低污水对土壤的污染。广西食品废水处理系统
公司的线上管理系统集成了智能预警与应急响应功能,为废水处理系统的安全运行保驾护航。系统设置了多级预警阈值,当水质指标超标、设备故障或运行参数异常时,立即通过短信、邮件、APP 推送等多种方式发出预警信息。同时,系统还内置了应急预案库,根据不同的预警类型,自动推荐相应的处理措施。在某化工园区废水处理项目中,系统及时发现了有毒物质泄漏预警,管理人员按照应急预案迅速采取措施,避免了环境污染事故的发生,保障了周边环境和居民安全。郑州日化废水处理在线监测工业园区统一建设废水处理系统,集中处理污水。
公司的废水处理系统引入边缘计算技术,实现数据的本地化快速处理。在远离数据中心的偏远地区污水处理站点,系统可在本地对采集的实时数据进行初步分析和处理,快速做出设备控制决策,如调节阀门开闭、启动备用设备等,减少数据传输延迟。同时,关键数据仍会同步上传至云端平台,方便管理人员进行远程监控和统筹管理,保障偏远地区废水处理系统的稳定运行。广州弘盛科技的废水处理系统支持多语言操作界面,满足国内外不同用户的使用需求。无论是国内企业,还是跨国企业、海外项目,用户都能选择熟悉的语言进行系统操作和管理。这一设计打破了语言障碍,方便国际客户快速掌握系统功能,也体现了公司拓展全球市场的决心,为国际环保合作搭建了良好的沟通桥梁。
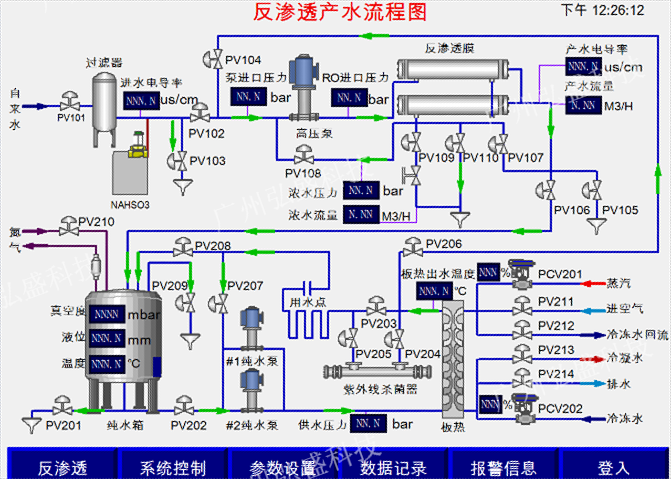
废水处理数字化实现了远程调控功能,极大提升了管理效率。管理人员在办公室即可通过数字化平台对废水处理系统中的各类设备进行远程操作,如启停水泵、调节阀门开度、控制加药泵流量等。无需现场人员手动操作,减少了人力投入,提高了响应速度。在应对突发水质变化或设备故障时,能够迅速做出调整,保障废水处理系统持续稳定运行,尤其适用于分布广、站点众多的污水处理项目。为了实现废水处理系统的智能化升级,广州弘盛科技发展有限公司引入先进的自动化技术。在设备层面,实现了水泵、风机、加药装置等设备的自动化控制。通过可编程逻辑控制器(PLC)与传感器配合,根据预设程序与实时监测数据自动调整设备运行状态。例如,当水箱液位达到设定上限时,水泵自动启动排水;液位降至下限时,水泵自动停止。这种自动化控制提高了设备运行的准确性与稳定性,减少了人为操作误差。 玻璃厂废水处理系统,让生产与环保同行。
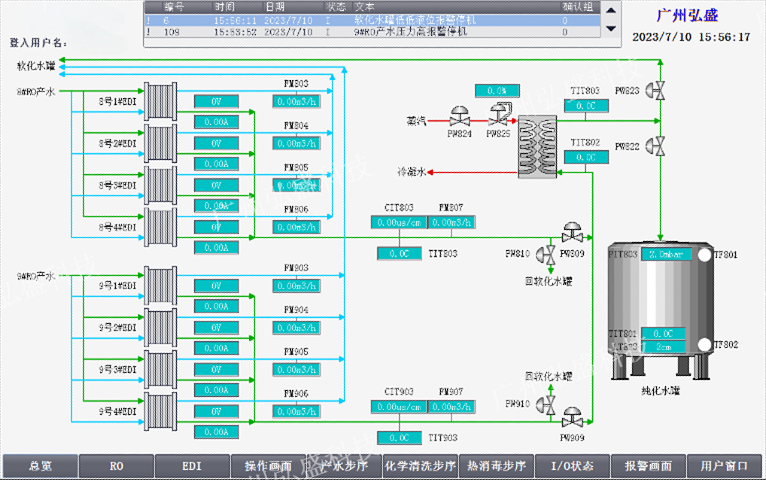
针对农村生活污水处理设施点多面广的特点,广州弘盛科技发展有限公司研发智慧化运维管理技术。开发经济耐用的在线水质传感器,结合物联网技术,实现设施自动化、智慧化无人值守运维。利用新型传感技术实时感知处理工艺状态与效果,通过边缘计算与云端平台实现设备数字孪生与远程调控。大幅降低运维费用与管理难度,提高农村污水处理设施运行稳定性与处理效果,改善农村水环境。广州弘盛科技发展有限公司的废水处理系统在生物制药领域发挥关键作用。生物制药对水质要求极高,任何污染都可能影响药品质量安全。公司设备采用反渗透及EDI技术,精确去除水中热源、微生物、重金属离子等杂质,产出符合国际药典标准的注射用水和纯化水,确保药品生产在纯净环境下进行,助力药企满足GMP认证要求,为患者用药安全提供坚实保障。 废水处理系统持续净化污水,守护碧水蓝天。广州实验室废水处理在线运营
纺织厂的废水处理系统,让生产更环保。广西食品废水处理系统
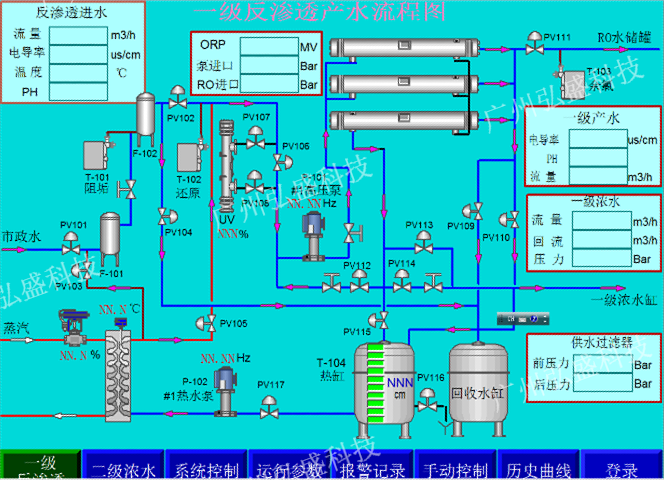
数字化技术在废水处理系统的工艺优化中发挥着关键作用。广州弘盛科技利用数字孪生技术,为每个污水处理项目构建虚拟模型,该模型与实际系统实时同步,能够模拟不同工况下的处理效果。在调试阶段,技术人员通过数字孪生模型测试新的工艺参数组合,找到理想运行方案,缩短调试周期。在日常运行中,模型可预测水质变化趋势,提前调整工艺参数,确保出水水质稳定达标。例如,在某食品加工废水处理项目中,通过数字孪生技术优化工艺,使出水 COD 浓度降低 25%,达到更严格的排放标准。广西食品废水处理系统
- 湖北日化废水处理运营 2025-05-18
- 广西食品废水处理系统 2025-05-18
- 汽车废水处理托管 2025-05-18
- 柳州汽车废水处理管理 2025-05-18
- 江门五金废水处理托管 2025-05-18
- 阳江畜牧废水处理管理 2025-05-18
- 汕尾半导体废水处理在线监测 2025-05-18
- 云南电子废水处理在线运营 2025-05-18
- 广西钢铁废水处理托管 2025-05-18
- 郑州工厂废水处理托管 2025-05-18
- 蚌埠事业单位食堂承包 2025-05-18
- 六合区低聚糖生长环境 2025-05-18
- 栾城区陈酿国成臻生肖款 2025-05-18
- 衢州快餐便当加盟多少钱能做 2025-05-18
- 杨浦区哪些糖类生物耗材 2025-05-18
- 北京新鲜泡椒笋厂家电话 2025-05-18
- 宁夏臻有良品花茶礼盒定制价格 2025-05-18
- 阜阳富硒水费用 2025-05-18
- 山西起泡酒加盟定制 2025-05-18
- 学校水果配送厂家 2025-05-18