肇庆化妆品废水处理数字化
详细勘察现场,依据设备特点与客户环境制定合理安装方案。安装过程严格遵循标准规范,确保设备安装牢固、连接正确。安装完成后,多方面调试设备性能,测试水泵流量与扬程、检查管道密封性、调试自动化控制系统准确性等,确保系统稳定运行,为客户交付可靠处理设备,提供多方面售后保障。广州弘盛科技发展有限公司注重废水处理系统的节能环保设计。设备选型优先选用高效节能型设备,如节能水泵、风机,降低运行能耗;处理工艺采用厌氧生物处理等先进节能技术,去除有机物同时产生沼气,实现能源回收利用。优化处理流程,减少不必要环节,通过智能控制系统根据水质水量实时调整设备运行参数,使系统在高效运行的同时,很大限度降低能源消耗,践行绿色环保理念,助力企业可持续发展。废水处理系统处理后的水可用于道路喷洒降尘。肇庆化妆品废水处理数字化
广州弘盛科技的废水处理数字化解决方案,注重与企业现有信息系统的集成与融合。通过开放的数据接口和标准化协议,可与企业的ERP系统、MES系统等进行无缝对接,实现数据共享和业务协同。将废水处理系统的运行数据与生产数据相结合,分析生产过程对废水排放的影响,优化生产工艺,从源头上减少污染物产生。同时,还能将环保数据纳入企业的整体管理体系,提升企业的综合管理水平和可持续发展能力。在废水处理设备管理方面,广州弘盛科技发展有限公司的数字化系统实现了全生命周期管理。从设备采购入库、安装调试、运行维护到报废更新,系统记录设备的所有信息和操作日志。通过物联网传感器实时监测设备运行状态,结合设备维护计划和历史维修记录,运用大数据分析预测设备的使用寿命和故障概率,制定科学合理的维护策略。某污水处理厂应用该系统后,设备故障率降低35%,维修成本减少20%,延长了设备的使用寿命,提高了资产利用率。 韶关石油化工废水处理运营安装废水处理系统,有效降低污水对土壤的污染。
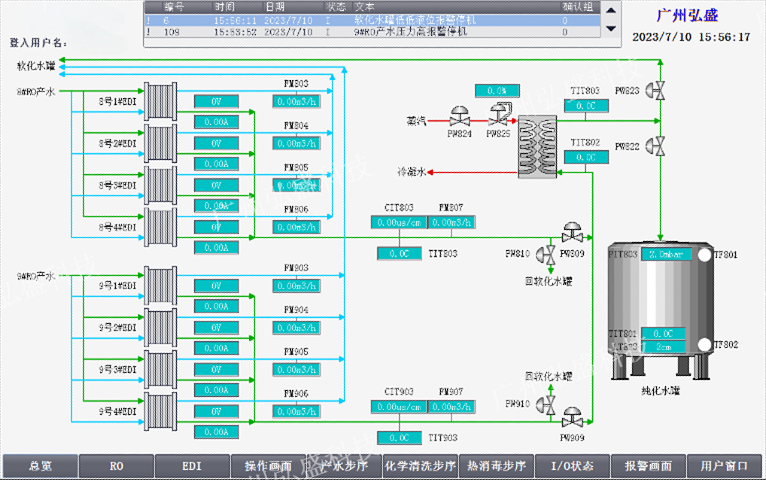
系统的在线水质监测功能为用户提供实时、精确的水质数据。广州弘盛科技部署的高精度传感器,可对pH值、COD、氨氮等关键指标进行分钟级监测,数据同步上传至管理平台,生成直观的趋势图表。一旦水质异常,系统立即发出预警,并智能分析可能原因,为用户提供处理建议。这种“实时监测-快速预警-智能诊断”的模式,让用户随时掌握处理效果,确保出水水质稳定达标。广州弘盛科技的废水处理系统在建设与维护成本上极具优势。模块化设计减少了施工复杂度与材料浪费,相比传统定制化系统,建设成本降低15%-20%。此外,系统采用标准化零部件,便于快速更换与维修,降低维护成本。公司还提供定期巡检、设备保养等增值服务,通过预防性维护延长设备使用寿命,进一步减少用户的长期投入。
广州弘盛科技发展有限公司的废水处理系统在资源回收利用方面优势明显。针对工业废水中的重金属、贵重金属等有价物质,系统采用离子交换、膜分离等先进技术,实现高效提取与回收。某电子企业应用该系统后,从废水中回收的铜、镍等金属,每年创造数十万元的额外收益。同时,处理后的中水可回用于企业生产环节,如冷却用水、冲洗用水等,水资源回用率比较高可达 80%,既降低企业用水成本,又减少了新鲜水资源的消耗,实现环境效益与经济效益的双赢。印刷厂废水处理系统,净化含有油墨的废水。

公司自主研发的废水处理智能控制系统,融合了大数据分析与人工智能算法,为系统运行提供智慧决策支持。系统基于历史运行数据和行业标准,建立动态数学模型,能够根据进水水质、水量的实时变化,自动优化处理工艺参数。在处理印染废水时,系统可根据废水中染料浓度的波动,智能调整混凝剂和氧化剂的投加量,在保证处理效果的同时,降低药剂消耗 30% 以上。此外,系统还能通过机器学习预测设备故障,提前安排维护计划,减少停机时间,提升系统运行稳定性。废水处理系统自动化程度高,节省人力成本。四川化工废水处理管理
废水处理系统持续净化污水,守护碧水蓝天。肇庆化妆品废水处理数字化
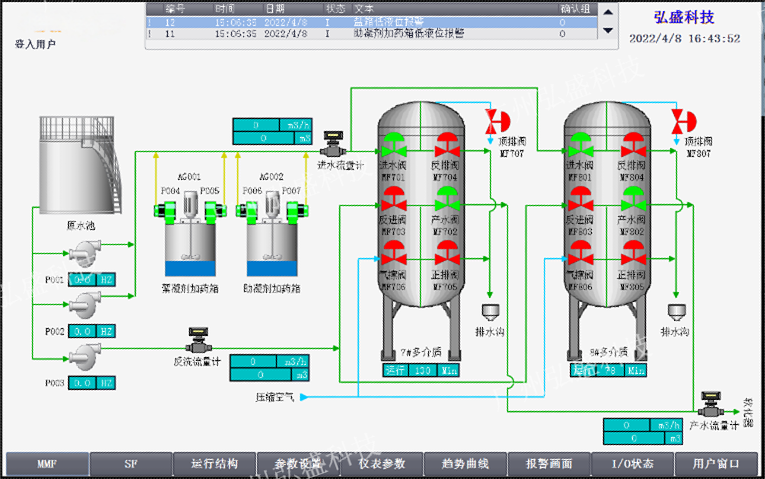
广州弘盛科技的数字化系统实现了废水处理过程的全流程追溯。从废水进入处理系统开始,每一个处理环节的操作时间、工艺参数、使用药剂等信息都被详细记录。一旦出现水质不达标等问题,可通过系统快速追溯到具体的处理环节和影响因素,便于查找原因和采取整改措施。这种全流程追溯功能,不仅有助于提高废水处理质量,也增强了企业的质量管控能力和责任追溯能力。公司的线上管理平台为环保监管部门提供了高效的监管手段。通过数据对接,环保部门可实时获取企业废水处理系统的运行数据和监测信息,实现远程在线监管。平台提供的数据分析功能,帮助监管部门快速发现企业存在的环境问题,如超标排放、设备异常等,并生成监管报表。同时,监管部门还可通过平台向企业发送整改通知,跟踪整改情况,提高监管效率和执法力度,促进企业依法依规进行废水处理。 肇庆化妆品废水处理数字化
- 桂林餐厨废水处理在线运营 2025-05-17
- 河源废水处理在线监测 2025-05-17
- 湖南眼镜废水处理系统 2025-05-16
- 防城港眼镜废水处理数字化 2025-05-16
- 重庆工业废水处理 2025-05-16
- 潮州废水处理在线运营 2025-05-16
- 肇庆化妆品废水处理数字化 2025-05-16
- 茂名五金废水处理托管 2025-05-16
- 贵州废水处理托管 2025-05-16
- 郑州化妆品废水处理数字化 2025-05-16
- 赤峰自然风干牛肉干加盟品牌 2025-05-17
- 昆明灵芝破壁孢子粉加盟 2025-05-17
- 本地草本益生菌源头直供 2025-05-17
- 北京企业白酒私域营销方法 2025-05-17
- 清徐特色小批量定制酒联系方式 2025-05-17
- 余姚力洋商务9白酒团购 2025-05-17
- 清徐有什么白酒招商加盟 2025-05-17
- 汤料包代加工工厂定制 2025-05-17
- 上海拌面蟹黄酱价格 2025-05-17
- 万柏林区比较好的定制酒酒厂厂商 2025-05-17