智能制造数字工厂智能制造定制
智能回转柜用途:制造业:在制造工厂内,智能回转柜可以用来存储原材料、半成品以及成品,有助于提高生产线上的物料管理效率。零售业:对于需要大量库存管理的零售商来说,智能回转柜可以快速定位商品,加快补货速度,减少库存错误。医疗保健:医院和药房可以利用智能回转柜来管理药物和其他医疗用品,确保药品的安全存储,并方便医护人员快速获取所需物品。物流仓储:在物流和仓库中,智能回转柜可以帮助优化存储空间,减少人工拣选的时间和错误率,提高订单处理速度。数字工厂的生产线上,传感器实时采集数据,精确把控产品质量。智能制造数字工厂智能制造定制

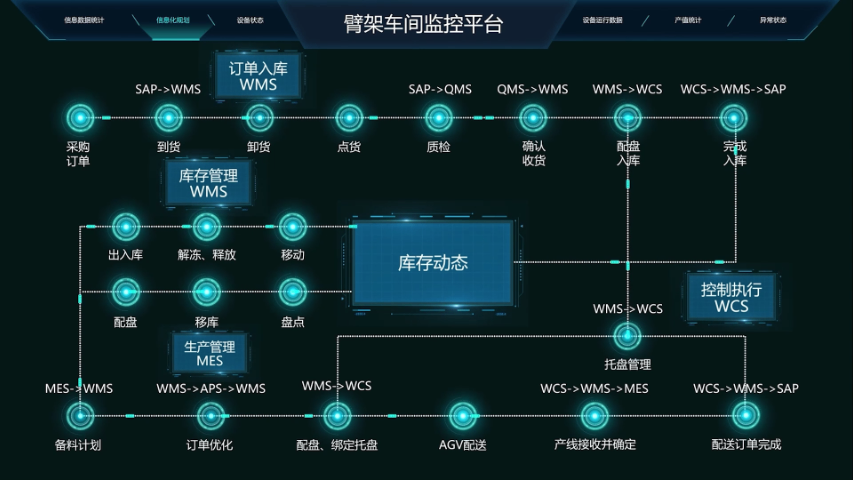
MES的定位,是处于计划层和现场自动化系统之间的执行层,主要负责车间生产管理和调度执行。一个设计良好的MES系统可以在统一平台上集成诸如生产调度、产品跟踪、质量控制、设备故障分析、网络报表等管理功能,使用统一的数据库和通过网络联接可以同时为生产部门、质检部门、工艺部门、物流部门等提供车间管理信息服务。系统通过强调制造过程的整体优化来帮助企业实施完整的闭环生产,协助企业建立一体化和实时化的ERP/MES/SFC信息体系。深圳工业数字工厂定制数字工厂通过智能质量管理系统实时监控产品质量,确保产品一致性,提升客户满意度。

DigitalFactory,数字工厂是一种新型的生产组织方式。数字工厂以物理工厂为基础,以先进的信息化技术为方法,构建真实工厂的虚拟现实仿真(DigitalTwin数字孪生),实现对产品全生命周期的设计、制造、装配、质量控制和检测等各个阶段的功能,对生产进行规划、管理、诊断和优化,从而实现工厂的高效率、低成本、高质量。数字工厂是现代数字制造技术与计算机仿真技术相结合的产物,主要作为沟通产品设计和产品制造之间的桥梁。它的出现给基础制造业注入了新的活力。
随着信息技术的不断进步和应用,数字化孪生工厂将会在制造业中发挥越来越重要的作用。它不仅可以帮助企业提升生产效率和产品质量,还可以激发创新潜力,推动企业迈向智能制造的新阶段。在数字化时代,孪生数字工厂已成为企业转型升级的必备利器,开启了制造业智能化转型的新征程。数字化工厂是指利用数字化技术和信息化手段,将传统工厂转型为智能化、自动化、数字化的现代化工厂。数字化工厂的发展可以追溯到上世纪70年代,当时的工业自动化技术已经开始应用于工厂的生产过程中。随着信息技术的不断发展和普及,数字化工厂逐渐成为了现代制造业的主流趋势。数字工厂的质量控制系统自动检测产品缺陷,确保每件产品符合标准,降低次品率。
数字化工厂与“工业4.0”的关系:关于“工业4.0”的说法简单地说,有两个维度,技术维度就是物联网和服务在制造业的应用,而商业维度就是用户驱动。其两大主题也是读者耳熟能详,一是“智能工厂”,重点研究智能化生产系统及过程,以及网络化分布式生产设施的实现;二是“智能生产”,主要涉及整个企业的生产物流管理、人机交互以及3D技术在工业生产过程中的应用等。数字化工厂和工业4.0之间隔着一个智能工厂的距离。数字化本身其实就是智能的一部分,是一个入口;而智能工厂是在数字化工厂的基础上附加了物联网技术和各种智能系统等新兴技术于一体,提高生产过程可控性、减少生产线人工干预。数字工厂的智能仓储系统,货物自动分拣入库,空间利用率大幅提升。深圳工业数字工厂定制
数字工厂利用大数据分析优化供应链管理,精确预测需求,降低库存成本。智能制造数字工厂智能制造定制
工业通信无线化:工业通信无线化也是当前智慧工厂探讨比较热烈的问题。根据专业人士分析,到2013年,全球工厂自动化中的无线通讯系统应用,将每年增加约40%。随着无线技术日益普及,各家供应商正在提供一系列软硬体技术,协助在产品中增加通信功能。这些技术支援的通信标准包括蓝牙、Wi-Fi、GPS、LTE以及WiMax。然而,在增加无线连网功能时,晶片及相关软体的选择极具挑战性,包括优化性能、功耗、成本和规模,都必须加以考虑,更重要的是,由于工厂需求不像消费市场一样的标准化,必须适应生产需求,有更多弹性的选择,较热门的技术未必是较好的通信标准和客户需要的技术。智能制造数字工厂智能制造定制
- 嘉兴拆垛机器人 2025-06-05
- 惠州无菌自动配药系统作用 2025-06-05
- 南京中药颗粒自动化配药系统解决方案 2025-06-05
- 江苏搬运机器人 2025-06-04
- 广州无菌自动化配药系统设计 2025-06-04
- 南京中药自动化配药系统怎么用 2025-06-04
- 东莞碳酸钠自动化配药系统工作原理 2025-06-04
- 肇庆碳酸钠自动配药系统厂家 2025-06-04
- 温州仓库数字工厂系统 2025-06-04
- 江门碳酸钠自动化配药系统收费标准 2025-06-04
- 双鸭山自媒体营销推广以客为尊 2025-06-05
- 黑龙江采购管理系统U8软件服务 2025-06-05
- 江苏怎样办公自动化系统均价 2025-06-05
- 浙江修复电商平台代运营 2025-06-05
- 微博代运营的经验 2025-06-05
- 辽宁BEI增量型编码器BEIGHM406-1024-036 2025-06-05
- 山西多网口华硕工控机代理厂家 2025-06-05
- 天津操作性能好自助发卡设备联系方式 2025-06-05
- 苏州定制自动化控制系统哪几种 2025-06-05
- 品牌智能获客怎么用 2025-06-05