-
 上海供应五轴加工厂家
上海供应五轴加工厂家五轴机床的机械结构形式想要真正地了解五轴加工,首先我们要读懂什么是五轴机床。五轴机床(5AxisMachining),顾名思义,是指在X、Y、Z,三根常见的直线轴上加上两根旋转轴。A、B、C三轴中的两个旋转轴具有不同的运动方式,以满足各类产品的技术需求。而在五轴加工中心的机械设计上,机床制造商始终坚持不懈地致力于开发出新的运动模式,以满足各种要求。综合目前市场上各类五轴机床,虽然其机械结构形式多种多样,但是主要有以下几种形式:1.两个转动坐标直接控制刀具轴线的方向(双摆头形式)。2.两个坐标轴在刀具顶端,但是旋转轴不与直线轴垂直(俯垂型摆头式)。3.两个转动坐标直接控制空间的旋转(双转台形式)...
-
 南通卧式五轴加工哪家好
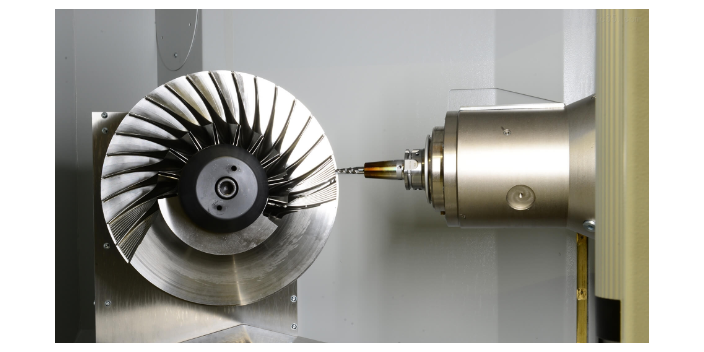
南通卧式五轴加工哪家好五轴联动加工中心是一种科技含量高、精度高、专门用于加工复杂曲面的机床,此类产品的技术水平对一个国家的综合制造能力具有重要影响力。在4月由中国机床工具工业协会主办的第十七届中国国际机床展览会(CIMT2021)上,展出了多种类型的五轴立、卧式加工中心,欧美日品牌悉数参展。国内机床企业五轴加工中心也如雨后春笋,北京精雕的产品已系列化,主打高精密模具加工;大连科德五轴加工中心近几年获得长足发展,数控系统、功能部件自主化,主打复杂零件加工。本届展会五轴加工中心工作台面以Φ400mm-Φ630mm居多,其中多为AC或BC轴结构。1.应用领域及典型工件五轴加工中心可以实现一次装夹完成铣削、钻孔、攻丝等多面...
-
南通非金属五轴加工市场价
五轴机床的机械结构形式想要真正地了解五轴加工,首先我们要读懂什么是五轴机床。五轴机床(5AxisMachining),顾名思义,是指在X、Y、Z,三根常见的直线轴上加上两根旋转轴。A、B、C三轴中的两个旋转轴具有不同的运动方式,以满足各类产品的技术需求。而在五轴加工中心的机械设计上,机床制造商始终坚持不懈地致力于开发出新的运动模式,以满足各种要求。综合目前市场上各类五轴机床,虽然其机械结构形式多种多样,但是主要有以下几种形式:1.两个转动坐标直接控制刀具轴线的方向(双摆头形式)。2.两个坐标轴在刀具顶端,但是旋转轴不与直线轴垂直(俯垂型摆头式)。3.两个转动坐标直接控制空间的旋转(双转台形式)...
-
 嘉兴吸塑五轴加工直销价格
嘉兴吸塑五轴加工直销价格说起五轴加工中心的特点,就要和传统的三轴加工中心作比较。西尔普数控曾介绍过三轴加工中心常见的有立式、卧式、龙门三种机型。无论哪种机型的加工方式都有着一个共同的特点,就是在加工过程中刀轴方向始终保持不变,机床只能通过X、Y、Z三个线性轴的插补来实现刀具在空间直角坐标系中的运动。相当于曲面结构复杂的工件模具,三轴机床效率低、曲面质量无法得到保障的弊端就暴露出来了。五轴加工中心有哪些优点?1.保持刀具比较好切削状态,改善切削条件。2.有效避免刀具干涉。3.减少装夹次数,一次装夹完成五面加工。4.保障加工质量和效率,缩短生产过程链,简化生产管理。浙江五轴加工售后服务哪家好,欢迎咨询上海前水机电工程有限...
-
温州非金属五轴加工参考价格
五轴加工的众多优点说起五轴机床的特点,就要和传统的三轴设备来比较。生产中三轴加工设备比较常见,有立式、卧式及龙门等几种形式。常见的加工方法有立铣刀端刃加工、侧刃加工,球头刀的仿形加工等。但无论哪种形式和方法都有着一个共同的特点,就是在加工过程中刀轴方向始终保持不变,机床只能通过X、Y、Z三个线性轴的插补来实现刀具在空间直角坐标系中的运动。所以,在面对下面这些产品时,三轴机床效率低、加工表面质量差甚至无法加工的弊端就暴露出来了。与三轴数控加工设备相比,五联动数控机床有以下优点:1.保持刀具比较好切削状态,改善切削条件如上图,在左图中三轴切削方式,当切削刀具向顶端或工件边缘移动时,切削状态逐渐变差...
-
温州非金属五轴加工零件
五轴加工工艺与三轴加工工艺基本相同,坐标轴数增加的作用可以减少工件的装夹定位次数,实现一次装夹完成尽可能多的加工内容,实现工序集中。简单来说,除机床外,五轴加工工艺系统,同样包括刀具系统(刀柄、刀具)、夹具系统和工件系统。(1)五轴相关刀柄系统介绍刀具系统是工艺系统重要组成部分,由刀柄和刀具两部分组成,合理地选用刀柄不仅可以提高加工精度还可以有效降低工艺难度。根据机床的主轴锥孔不同,通常分为两大类,即通用刀柄和高速刀柄。通用刀柄:7:24锥度刀柄是机床领域应用普遍的主轴接口形式,容易拆卸,无自锁。通常有5种标准和规格,即NT、DIN69871(德国标准)、IS07388/1(国际标准)、MAS...
-
连云港立式五轴加工零件
五轴机床还可以使用更短的刀具进行加工,提升系统刚性,减少刀具的数量,避免了刀具的产生。3.减少装夹次数,一次装夹完成五面加工如上图可以看出五轴加工中心还可以减少基准转换,提高加工精度。在实际加工中,只需一次装夹,加工精度更容易得到保证。同时五轴加工中心由于过程链的缩短和设备数量的减少,工装夹具数量、车间占地面积和设备维护费用也随之减少。这意味着您可以用更少的夹具,更少的厂房面积和维护费用,来完成更高效更高质量的加工!4.提高加工质量和效率如图,五轴机床可以采用刀具侧刃切削,加工效率更高。5.缩短生产过程链,简化生产管理五轴数控机床的完整加工缩短了生产过程链,可以使生产管理和计划调度简化。工件越...
-
嘉兴国产五轴加工出厂价
五轴加工中心中立式五轴加工中心使用为,立式五轴加工中心是由基础的常规立式加工中心(三轴)发展而来,通俗可以这样理解在基础常规立式加工中心(三轴)原有的结构上增加了两个旋转轴,就是立式五轴加工中心,它拥有三个直线坐标轴和两个旋转坐标轴。立式五轴加工中心根据两个旋转轴设置的位置不一同可分为三种类型,分别是两个旋转轴设置在工作台上、两个旋转轴设置在主轴上和一个旋转轴设置在主轴上另一个旋转轴设置在工作台上。五轴加工中心有哪些类型两个旋转轴设置在工作台上此类五轴加工中心将两个旋转轴安装在工作台上,一个旋转轴围绕着X轴做旋转运动,我们定义为A轴,A轴的工作范围通常在+30度至-120度。另一个旋转围绕着Z...
-
苏州非金属五轴加工加工中心
碳纤维是50年代初应火箭、宇航及航空等前列科学技术的需要而产生的,还广泛应用于体育器械、纺织、化工机械及医学领域。随着前列技术对新材料技术性能的要求日益苛刻,促使科技工作者不断努力提高。80年代初期,高性能及超高性能的碳纤维相继出现,这在技术上是又一次飞跃,同时也标志着碳纤维的研究和生产已进入一个高级阶段。碳纤维的主要用途是与树脂,金属,陶瓷等基体复合,制成结构材料。这种碳纤维与基体复合成的碳纤维复合材料在应用前都需要进行基本的处理或加工。有些是采用其他拉挤或模压或热压成型,但也有一种设备,那就是五轴加工中心。从国内较大的碳纤维材料研发公司可以看出他们的碳纤维复合材料制品应用上大致相同,比如机...
-
杭州大型五轴加工怎么买
五轴加工工艺与三轴加工工艺基本相同,坐标轴数增加的作用可以减少工件的装夹定位次数,实现一次装夹完成尽可能多的加工内容,实现工序集中。简单来说,除机床外,五轴加工工艺系统,同样包括刀具系统(刀柄、刀具)、夹具系统和工件系统。(1)五轴相关刀柄系统介绍刀具系统是工艺系统重要组成部分,由刀柄和刀具两部分组成,合理地选用刀柄不仅可以提高加工精度还可以有效降低工艺难度。根据机床的主轴锥孔不同,通常分为两大类,即通用刀柄和高速刀柄。通用刀柄:7:24锥度刀柄是机床领域应用普遍的主轴接口形式,容易拆卸,无自锁。通常有5种标准和规格,即NT、DIN69871(德国标准)、IS07388/1(国际标准)、MAS...
-
常州非金属五轴加工多少钱
碳纤维是50年代初应火箭、宇航及航空等前列科学技术的需要而产生的,还广泛应用于体育器械、纺织、化工机械及医学领域。随着前列技术对新材料技术性能的要求日益苛刻,促使科技工作者不断努力提高。80年代初期,高性能及超高性能的碳纤维相继出现,这在技术上是又一次飞跃,同时也标志着碳纤维的研究和生产已进入一个高级阶段。碳纤维的主要用途是与树脂,金属,陶瓷等基体复合,制成结构材料。这种碳纤维与基体复合成的碳纤维复合材料在应用前都需要进行基本的处理或加工。有些是采用其他拉挤或模压或热压成型,但也有一种设备,那就是五轴加工中心。从国内较大的碳纤维材料研发公司可以看出他们的碳纤维复合材料制品应用上大致相同,比如机...
-
常州进口五轴加工一般多少钱
五轴加工中心中立式五轴加工中心使用为,立式五轴加工中心是由基础的常规立式加工中心(三轴)发展而来,通俗可以这样理解在基础常规立式加工中心(三轴)原有的结构上增加了两个旋转轴,就是立式五轴加工中心,它拥有三个直线坐标轴和两个旋转坐标轴。立式五轴加工中心根据两个旋转轴设置的位置不一同可分为三种类型,分别是两个旋转轴设置在工作台上、两个旋转轴设置在主轴上和一个旋转轴设置在主轴上另一个旋转轴设置在工作台上。五轴加工中心有哪些类型两个旋转轴设置在工作台上此类五轴加工中心将两个旋转轴安装在工作台上,一个旋转轴围绕着X轴做旋转运动,我们定义为A轴,A轴的工作范围通常在+30度至-120度。另一个旋转围绕着Z...
-
湖州桥式五轴加工出厂价
五轴加工的众多优点说起五轴机床的特点,就要和传统的三轴设备来比较。生产中三轴加工设备比较常见,有立式、卧式及龙门等几种形式。常见的加工方法有立铣刀端刃加工、侧刃加工,球头刀的仿形加工等。但无论哪种形式和方法都有着一个共同的特点,就是在加工过程中刀轴方向始终保持不变,机床只能通过X、Y、Z三个线性轴的插补来实现刀具在空间直角坐标系中的运动。所以,在面对下面这些产品时,三轴机床效率低、加工表面质量差甚至无法加工的弊端就暴露出来了。与三轴数控加工设备相比,五联动数控机床有以下优点:1.保持刀具比较好切削状态,改善切削条件如上图,在左图中三轴切削方式,当切削刀具向顶端或工件边缘移动时,切削状态逐渐变差...
-
绍兴大型五轴加工零件
五轴加工中心装配比普通加工中心是要复杂很多的,尤其是在装配工艺及要求上面,五轴加工中心的旋转轴对装配工艺要求非常高。五轴加工中心一共有五个运动坐标轴,分别是两个运动旋转轴和三个直线运动坐标轴,一般情况可以根据两个旋转运动安装的位置不同,分为AC组合旋转轴和BC组合旋转轴。一、五轴加工中心旋转轴怎么装配?五轴加工中心AC旋转轴的设置结构简单,主轴刚性好,制造成本低,一般工作台不能设置太大,承重比较小,特别是当A旋转轴回转到90度时或者大于90度时,加工工件时会给工作台带来很的承载力矩。小型五轴加工中心的A、C旋转轴可以安装在不同的位置上,比如A和C旋转轴可以安装到工作台上也可以安装主轴上或者分别...
-
常州立式五轴加工大概价格
五轴机床的机械结构形式想要真正地了解五轴加工,首先我们要读懂什么是五轴机床。五轴机床(5AxisMachining),顾名思义,是指在X、Y、Z,三根常见的直线轴上加上两根旋转轴。A、B、C三轴中的两个旋转轴具有不同的运动方式,以满足各类产品的技术需求。而在五轴加工中心的机械设计上,机床制造商始终坚持不懈地致力于开发出新的运动模式,以满足各种要求。综合目前市场上各类五轴机床,虽然其机械结构形式多种多样,但是主要有以下几种形式:1.两个转动坐标直接控制刀具轴线的方向(双摆头形式)。2.两个坐标轴在刀具顶端,但是旋转轴不与直线轴垂直(俯垂型摆头式)。3.两个转动坐标直接控制空间的旋转(双转台形式)...
-
连云港精雕五轴加工零件
五轴加工工艺与三轴加工工艺基本相同,坐标轴数增加的作用可以减少工件的装夹定位次数,实现一次装夹完成尽可能多的加工内容,实现工序集中。简单来说,除机床外,五轴加工工艺系统,同样包括刀具系统(刀柄、刀具)、夹具系统和工件系统。(1)五轴相关刀柄系统介绍刀具系统是工艺系统重要组成部分,由刀柄和刀具两部分组成,合理地选用刀柄不仅可以提高加工精度还可以有效降低工艺难度。根据机床的主轴锥孔不同,通常分为两大类,即通用刀柄和高速刀柄。通用刀柄:7:24锥度刀柄是机床领域应用普遍的主轴接口形式,容易拆卸,无自锁。通常有5种标准和规格,即NT、DIN69871(德国标准)、IS07388/1(国际标准)、MAS...
-
绍兴进口五轴加工出厂价
五轴加工工艺与三轴加工工艺基本相同,坐标轴数增加的作用可以减少工件的装夹定位次数,实现一次装夹完成尽可能多的加工内容,实现工序集中。简单来说,除机床外,五轴加工工艺系统,同样包括刀具系统(刀柄、刀具)、夹具系统和工件系统。(1)五轴相关刀柄系统介绍刀具系统是工艺系统重要组成部分,由刀柄和刀具两部分组成,合理地选用刀柄不仅可以提高加工精度还可以有效降低工艺难度。根据机床的主轴锥孔不同,通常分为两大类,即通用刀柄和高速刀柄。通用刀柄:7:24锥度刀柄是机床领域应用普遍的主轴接口形式,容易拆卸,无自锁。通常有5种标准和规格,即NT、DIN69871(德国标准)、IS07388/1(国际标准)、MAS...
-
无锡供应五轴加工哪家好
说起五轴加工中心的特点,就要和传统的三轴加工中心作比较。西尔普数控曾介绍过三轴加工中心常见的有立式、卧式、龙门三种机型。无论哪种机型的加工方式都有着一个共同的特点,就是在加工过程中刀轴方向始终保持不变,机床只能通过X、Y、Z三个线性轴的插补来实现刀具在空间直角坐标系中的运动。相当于曲面结构复杂的工件模具,三轴机床效率低、曲面质量无法得到保障的弊端就暴露出来了。五轴加工中心有哪些优点?1.保持刀具比较好切削状态,改善切削条件。2.有效避免刀具干涉。3.减少装夹次数,一次装夹完成五面加工。4.保障加工质量和效率,缩短生产过程链,简化生产管理。浙江五轴加工售后服务哪家好,欢迎咨询上海前水机电工程有限...
-
常州大型五轴加工出厂价
五轴联动加工中心,是一种科技含量高、精密度高,专门用于加工复杂曲面的加工中心。一、什么是五轴加工中心五轴联动加工有高效率、高精度的特点,工件一次装夹就可以完成复杂的加工。能够适应像汽车零部件、飞机结构件等现在模具的加工。五轴加工中心和五面体加工中心是有很大的区别的。很多人不知道这一点,误把五面体加工中心当做五轴加工中心。五轴加工中心有X,Y,Z,A,C五个轴,XYZ和AC轴形成五轴联动加工,擅长空间曲面加工,异型加工,镂空加工,打孔,斜孔,斜切等。而“五面体加工中心”则是类似于三轴加工中心,只是它可以同时做五个面,但是它无法做异型加工,如打斜孔、切割斜面等。此外,五轴加工中心的适用范围非常,据...
-
徐州模型五轴加工大概价格
五轴加工工艺与三轴加工工艺基本相同,坐标轴数增加的作用可以减少工件的装夹定位次数,实现一次装夹完成尽可能多的加工内容,实现工序集中。简单来说,除机床外,五轴加工工艺系统,同样包括刀具系统(刀柄、刀具)、夹具系统和工件系统。(1)五轴相关刀柄系统介绍刀具系统是工艺系统重要组成部分,由刀柄和刀具两部分组成,合理地选用刀柄不仅可以提高加工精度还可以有效降低工艺难度。根据机床的主轴锥孔不同,通常分为两大类,即通用刀柄和高速刀柄。通用刀柄:7:24锥度刀柄是机床领域应用普遍的主轴接口形式,容易拆卸,无自锁。通常有5种标准和规格,即NT、DIN69871(德国标准)、IS07388/1(国际标准)、MAS...
-
徐州吸塑五轴加工直销价格
五轴加工中心比较大的特点就是一次性装夹可以把五个面都加工。也就是所谓的加工角度避让。如果是联动机床,C轴能够无限制旋转,A轴大约能做到130度旋转。这些设备特性使得加工时不会发生干涉。这样带来的好处在于一次装夹既可以完成加工,即避免了多次装夹所带来的重复定位误差。同时一次装夹也节约了大量的时间,提高了工作效率。能够减少从产品到发货的时间,减少库存货量。②减少设备投资成本,车间占地以及车间数量。五轴加工中心左右复合加工机,通常带有T(车)功能,从甚至从车床到铣床到立磨都可以包括进去,大家都知道目前立磨设备的价格非常昂贵,通过成本、加工节拍等核算可以发现五轴的性价比较高。此前大家生产加工可能以工程...
-
南京卧式五轴加工直销价格
说起五轴加工中心的特点,就要和传统的三轴加工中心作比较。西尔普数控曾介绍过三轴加工中心常见的有立式、卧式、龙门三种机型。无论哪种机型的加工方式都有着一个共同的特点,就是在加工过程中刀轴方向始终保持不变,机床只能通过X、Y、Z三个线性轴的插补来实现刀具在空间直角坐标系中的运动。相当于曲面结构复杂的工件模具,三轴机床效率低、曲面质量无法得到保障的弊端就暴露出来了。五轴加工中心有哪些优点?1.保持刀具比较好切削状态,改善切削条件。2.有效避免刀具干涉。3.减少装夹次数,一次装夹完成五面加工。4.保障加工质量和效率,缩短生产过程链,简化生产管理。常州五轴加工售后服务哪家好,欢迎咨询上海前水机电工程有限...
-
连云港立式五轴加工大概价格
五轴技术的发展几十年来,人们普遍认为五轴数控加工技术是加工连续、平滑、复杂曲面的手段。一旦人们在设计、制造复杂曲面遇到无法解决的难题,就会求助五轴加工技术。但是。。。五轴联动数控是数控技术中难度比较大、应用范围广的技术,它集计算机控制、高性能伺服驱动和精密加工技术于一体,应用于复杂曲面的高效、精密、自动化加工。国际上把五轴联动数控技术作为一个国家生产设备自动化技术水平的标志。由于其特殊的地位,特别是对于航空、航天、工业的重要影响,以及技术上的复杂性,西方工业发达国家一直把五轴数控系统作为战略物资实行出口许可证制度。与三轴联动的数控加工相比,从工艺和编程的角度来看,对复杂曲面采用五轴数控加工有以...
-
上海数控五轴加工出厂价
说起五轴加工中心的特点,就要和传统的三轴加工中心作比较。西尔普数控曾介绍过三轴加工中心常见的有立式、卧式、龙门三种机型。无论哪种机型的加工方式都有着一个共同的特点,就是在加工过程中刀轴方向始终保持不变,机床只能通过X、Y、Z三个线性轴的插补来实现刀具在空间直角坐标系中的运动。相当于曲面结构复杂的工件模具,三轴机床效率低、曲面质量无法得到保障的弊端就暴露出来了。五轴加工中心有哪些优点?1.保持刀具比较好切削状态,改善切削条件。2.有效避免刀具干涉。3.减少装夹次数,一次装夹完成五面加工。4.保障加工质量和效率,缩短生产过程链,简化生产管理。南京五轴加工哪家好,欢迎咨询上海前水机电工程有限公司。上...
-
嘉兴桥式五轴加工多少钱
五轴加工工艺与三轴加工工艺基本相同,坐标轴数增加的作用可以减少工件的装夹定位次数,实现一次装夹完成尽可能多的加工内容,实现工序集中。简单来说,除机床外,五轴加工工艺系统,同样包括刀具系统(刀柄、刀具)、夹具系统和工件系统。(1)五轴相关刀柄系统介绍刀具系统是工艺系统重要组成部分,由刀柄和刀具两部分组成,合理地选用刀柄不仅可以提高加工精度还可以有效降低工艺难度。根据机床的主轴锥孔不同,通常分为两大类,即通用刀柄和高速刀柄。通用刀柄:7:24锥度刀柄是机床领域应用普遍的主轴接口形式,容易拆卸,无自锁。通常有5种标准和规格,即NT、DIN69871(德国标准)、IS07388/1(国际标准)、MAS...
-
杭州数控五轴加工零件
五轴加工的众多优点说起五轴机床的特点,就要和传统的三轴设备来比较。生产中三轴加工设备比较常见,有立式、卧式及龙门等几种形式。常见的加工方法有立铣刀端刃加工、侧刃加工,球头刀的仿形加工等。但无论哪种形式和方法都有着一个共同的特点,就是在加工过程中刀轴方向始终保持不变,机床只能通过X、Y、Z三个线性轴的插补来实现刀具在空间直角坐标系中的运动。所以,在面对下面这些产品时,三轴机床效率低、加工表面质量差甚至无法加工的弊端就暴露出来了。与三轴数控加工设备相比,五联动数控机床有以下优点:1.保持刀具比较好切削状态,改善切削条件如上图,在左图中三轴切削方式,当切削刀具向顶端或工件边缘移动时,切削状态逐渐变差...
-
绍兴大型五轴加工参考价格
五轴加工中心装配比普通加工中心是要复杂很多的,尤其是在装配工艺及要求上面,五轴加工中心的旋转轴对装配工艺要求非常高。五轴加工中心一共有五个运动坐标轴,分别是两个运动旋转轴和三个直线运动坐标轴,一般情况可以根据两个旋转运动安装的位置不同,分为AC组合旋转轴和BC组合旋转轴。一、五轴加工中心旋转轴怎么装配?五轴加工中心AC旋转轴的设置结构简单,主轴刚性好,制造成本低,一般工作台不能设置太大,承重比较小,特别是当A旋转轴回转到90度时或者大于90度时,加工工件时会给工作台带来很的承载力矩。小型五轴加工中心的A、C旋转轴可以安装在不同的位置上,比如A和C旋转轴可以安装到工作台上也可以安装主轴上或者分别...
-
金华模型五轴加工大概价格
刀柄结构方式:筒夹刀柄,热缩刀柄和液压刀柄(2)五轴相关夹具系统介绍五轴数控加工时,做好定位及夹紧,是保证工件加工精度的重要前提。通过夹具装夹减少主轴及刀具干涉,减少五轴复杂运动,提高效率,降低能耗,也是夹具的重要作用之一,夹具分类介绍如下:1)常见平口钳及钳形夹具;2)常见自定心卡盘及组成;3)常见组成压板;4)夹具及应用;平口钳在五轴加工中也属于常用夹具,主要由活动钳身、固定钳身、底座、丝杆等部分组成。自定心卡盘包含三爪和四爪两种,是五轴机床常见夹具。卡盘自定心卡盘装夹方便,能自动定心。(3)五轴相关压板组合简介组合压板是用于模板、治具或者板料固定的铸造类机床附件。它的使用范围,其夹紧力大...
-
连云港大型五轴加工大概价格
五轴机床的机械结构形式想要真正地了解五轴加工,首先我们要读懂什么是五轴机床。五轴机床(5AxisMachining),顾名思义,是指在X、Y、Z,三根常见的直线轴上加上两根旋转轴。A、B、C三轴中的两个旋转轴具有不同的运动方式,以满足各类产品的技术需求。而在五轴加工中心的机械设计上,机床制造商始终坚持不懈地致力于开发出新的运动模式,以满足各种要求。综合目前市场上各类五轴机床,虽然其机械结构形式多种多样,但是主要有以下几种形式:1.两个转动坐标直接控制刀具轴线的方向(双摆头形式)。2.两个坐标轴在刀具顶端,但是旋转轴不与直线轴垂直(俯垂型摆头式)。3.两个转动坐标直接控制空间的旋转(双转台形式)...
-
常州国产五轴加工一般多少钱
五轴机床还可以使用更短的刀具进行加工,提升系统刚性,减少刀具的数量,避免了刀具的产生。3.减少装夹次数,一次装夹完成五面加工如上图可以看出五轴加工中心还可以减少基准转换,提高加工精度。在实际加工中,只需一次装夹,加工精度更容易得到保证。同时五轴加工中心由于过程链的缩短和设备数量的减少,工装夹具数量、车间占地面积和设备维护费用也随之减少。这意味着您可以用更少的夹具,更少的厂房面积和维护费用,来完成更高效更高质量的加工!4.提高加工质量和效率如图,五轴机床可以采用刀具侧刃切削,加工效率更高。5.缩短生产过程链,简化生产管理五轴数控机床的完整加工缩短了生产过程链,可以使生产管理和计划调度简化。工件越...