嘉兴新能源汽车散热鳍片报价
散热器通常包括有散热底座和设置于散热底座上的散热鳍片,为了提升散热效果,目前的散热器普遍采用薄型散热鳍片,而由于单个薄型散热鳍片强度较弱,容易变形,为此,需要在多个薄型散热鳍片上安装薄型盖板,以增强散热器的整体强度。为了提高薄型盖板的装配效率,现有技术中采用铆合的方式使薄型盖板与多个薄型散热鳍片铆合固定,如中国发明专利申请(申请号为)公开的薄型散热鳍片与薄型盖板的铆合结构,这种方式能够有效提高装配效率,减少人力耗费,并降低产品不良率。然而这种方式在装配前和装配过程中无法进行定位,各凸部与各铆合孔之间难以实现快速对位安装,既耗时又费力,并且,在铆合过程中,薄型散热鳍片容易左右偏摆,凸部容易脱出铆合孔,从而影响铆合安装的质量。因此,有必要研究一种方案以解决上述问题。技术实现要素:有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种便于薄型散热鳍片与薄型盖板铆合的快速定位结构,其可使铆合凸部与铆合孔快速对位安装,并可避免在铆合过程中薄型散热鳍片左右偏摆,使铆合凸部不易脱出铆合孔。自动化散热鳍片商家哪家好,诚心推荐常州三千科技有限公司。嘉兴新能源汽车散热鳍片报价
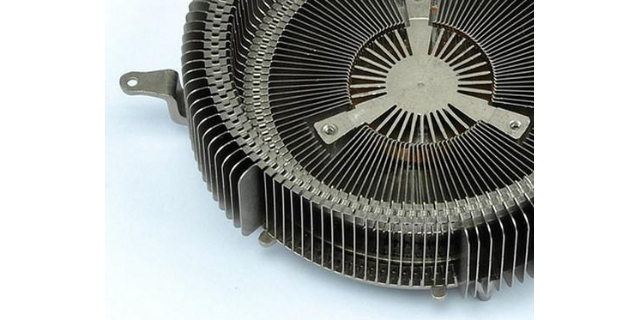
现有技术的此类设计限制了风只能沿固定的方向吹,才能进入鳍片群内部,从而使非这些方向的风无法加快内部的鳍片散热),从而加快了散热效率;进一步的,由于鳍片3的卷曲面7的弧形结构的特点,无论是自然风还是风扇风,都很容易从弧形的卷曲面通过,相比起现有技术的立方体形板状结构的鳍片,更有利于通风,从而进一步加快散热;进一步的,从图2可以看出,螺旋形结构的鳍片3散热面积大,能更好的散热。实施例:2:本实施例是在实施例1的基础上做出的进一步改进,具体为:如图1、图3所示,所述鳍片3的螺旋形卷曲结构的外圈的自由端6的侧边与相邻的卷曲面7之间构成气流缝,所述的气流缝上部设有挡片4,所述的挡片4的一个侧边与自由端6的侧边固定连接、所述挡片4的另一个侧边与所述外圈的自由端相邻的卷曲面7固定连接,所述的挡片4下方的气流缝构成进气口5。现有技术的鳍片多为立方体形的板状结构,除了增加散热面积外,其结构特点本身并不能起到引流作用。如图3所示,由于鳍片3顶端的面积小于底端的面积,从鳍片3底部的底板1上传递的热量使底部的空气加热,热空气向上方升起,由于鳍片3顶端的截面积变小,从而使热空气在顶端的流速加大,不足的气体从进气口5处补入,由此。南京真空钎焊散热鳍片冷却器多功能散热鳍片检修哪家好,诚心推荐常州三千科技有限公司。

该定位板20设置于多个薄型散热鳍片10上,定位板20上开设有多个定位孔21,前述定位凸部11分别穿过定位孔21向上延伸并与对应的定位孔21配合定位,以使得各个薄型散热鳍片10均与定位板20定位。在本实施例中,所述定位板20位于多个薄型散热鳍片10的一侧,所述定位凸部11为片状结构,该定位孔21为方形孔并与定位凸部11的横截面相适配。另外,所述定位凸部11上设置有预断线101而将定位凸部11分成基片111和预断片112,基片111嵌于定位孔21中并凸出定位孔21的上方,预断片112于基片111的顶部向上延伸出,预断片112位于定位板20的上方,如此在对定位板20进行定位后,可将预断片112进行折断去掉,再将基片111与定位孔21进行铆合固定。在本实施例中,如图7所示,所述预断片112为间隔分开设置的两个,两预断片112之间形成有缺口槽102,以使得预断片112容易被折断去除,所述预断片112的顶端外侧边角为圆角,该缺口槽102的上端宽度小于下端宽度,以更好地使定位凸部11插入定位孔21中进行定位,且缺口槽102的底面呈凹凸的齿牙状结构,以更好地使基片111与定位孔21进行铆合固定。如图8所示,所述定位凸部11可以为另外一种结构,所述预断片112的顶端外侧边角为圆角。
上述料罐为石墨烯聚合物制备设备料罐,在**cn。第二,本发明还提供上述led散热鳍片用稀有金属散热防腐蚀涂料的制备方法,包括以下步骤:(1)制备组分a:将双酚a树脂、部分混合溶剂、双酚f树脂、石墨烯胶体、钛纳米聚合物胶体、高导热超细粉、混合助剂、防沉剂混合均匀;研磨;得到组分a保存;(2)制备组分b:特种固化剂与部分混合溶剂混匀;得到组分b保存;(3)将组分a与组分b混合使用。推荐地,上述步骤(1)具体为:将双酚a树脂与部分混合溶剂混合均匀,加入双酚f树脂,搅拌25~30min混合均匀,加入石墨烯胶体,高速搅拌10~20min混合均匀,加入钛纳米聚合物胶体均质化10~20min,先后依次加入高导热超细粉、混合助剂、防沉剂各搅拌10~20min;高速搅拌30~50min混匀;超声震荡40~120min;研磨、过滤。上述高速搅拌,为250~350rpm机械搅拌。上述步骤(2)所述混合溶剂占混合溶剂总量的20~30%。上述步骤(1)所述研磨、过滤,研磨、过滤至细度30μm以下。上述led散热鳍片用稀有金属散热防腐蚀涂料使用方法为:涂覆在待保护的led散热鳍片散热面表面。推荐涂覆方法为喷涂,可喷涂1遍,或喷涂遍后,表干(自然干燥4~6h)后喷涂第二遍;成膜实干。自动化散热鳍片厂家直销哪家好,诚心推荐常州三千科技有限公司。

上述石墨烯胶体包括石墨烯5~10份、润湿分散剂~、交联剂3~10份、防絮凝剂~、防沉降剂~、胶体载体100~500份,以上组分按质量份数计;其制备方法为:将石墨烯、润湿分散剂、交联剂、胶体载体按质量份数比混合,装入料罐中研磨,获得石墨烯胶体初聚物,向石墨烯胶体初聚物中按质量份数比加入防絮凝剂、防沉降剂,经高能研磨机研磨获得石墨烯胶体。上述两次研磨,每次研磨时间分别为1~3h。上述石墨烯胶体组分中,所述润湿分散剂为润湿分散剂s596、byk085、byk170、byk190的一种或两种;交联剂为邻苯二甲酸二烯丙脂或2,5-二甲基-2,5二叔丁基过氧化己烷;防絮凝剂为聚丙烯酰胺、efkalp-9009(埃弗卡化学公司添加剂,型号efkalp-9009)、bevloid6721(荣宏消泡剂,型号bevloid6721)中一种或二种以上;防沉降剂为聚乙烯蜡、聚酰胺蜡中的一种或二种以上,推荐易分散聚乙烯蜡、聚酰胺蜡6900-20x、聚酰胺蜡4400-20x中的一种或二种以上,所述易分散聚乙烯蜡推荐德谦202p;胶体载体为环氧树脂、增塑剂或环氧树脂活性稀释剂中的一种或二种以上,推荐环氧树脂f51、e51、邻苯二甲酸二丁酯、邻苯二甲酸二辛脂、磷酸酯、环氧树脂活性稀释剂501、600、692中的一种或二种以上。自动化散热鳍片销售厂家哪家好,诚心推荐常州三千科技有限公司。江苏机箱散热散热鳍片维修
多功能散热鳍片用户体验哪家好,诚心推荐常州三千科技有限公司。嘉兴新能源汽车散热鳍片报价
作为本实用新型所述的显示设备的热管散热结构的一种改进,多个所述散热孔之间为均匀等距设置。这样设置可以使热量经散热风扇的风力作用后均匀排出散热孔,防止局部过热,提高本实用新型的散热稳定性。作为本实用新型所述的显示设备的热管散热结构的一种改进,所述显示装置包括显示屏和电路板,所述显示屏和所述电路板分别设置于所述导热管本体的前侧与后侧,所述显示屏与所述电路板电性连接。在实际工作时,显示屏中的背光模组元件会产生大量的热量,导热管本体的中间部分与显示屏的背光模组元件接触,导热管本体中的工质吸收该热量并相变为气态在管内上升,从而将热量传导至延长部中,延长部的散热器进行散热降温,工质放热相变成液体并在重力作用下回流至导热管本体的底部,从而形成了内热循环,使得本实用新型可以有效地进行导热。作为本实用新型所述的显示设备的热管散热结构的一种改进,所述显示屏为lcd屏、led屏、oled屏和pdp屏中的任意一种。在实际生产中,可以优先选用lcd屏,lcd屏具有亮度高、高清、耗电量低、体积小、辐射低等优点,因此,更适合于户外显示,这些优点使本实用新型的显示效果更清晰,同时产生的热量也更少。嘉兴新能源汽车散热鳍片报价
- 无锡水冷板折叠fin维修 2025-06-05
- 南京折叠fin散热片维修 2025-06-05
- 镇江不锈钢折叠fin散热片 2025-06-04
- 徐州合金折叠fin散热片焊接 2025-06-04
- 连云港铜铝合金折叠fin散热片厂家 2025-06-04
- 无锡IGBT模块絮流片冷却器 2025-06-04
- 连云港不锈钢絮流片用途 2025-06-04
- 南京铜铝合金折叠fin散热片 2025-06-04
- 淮安水冷板絮流片维修 2025-06-04
- 上海不锈钢絮流片焊接 2025-06-04
- 深圳齿轮厂商 2025-06-05
- 浙江仓库月台韧性防撞护栏 2025-06-05
- 海南松花蛋包装机 2025-06-05
- 静安区小型钢绞线 2025-06-05
- 宣城顶管机减速机生产厂家 2025-06-05
- 佛山强吸力鼓风机 2025-06-05
- 上海大型防爆卷扬机生产 2025-06-05
- 上海国产搅拌器修复 2025-06-05
- 上海智能minimo以客为尊 2025-06-05
- 浙江全地形轮式运输机器人 2025-06-05