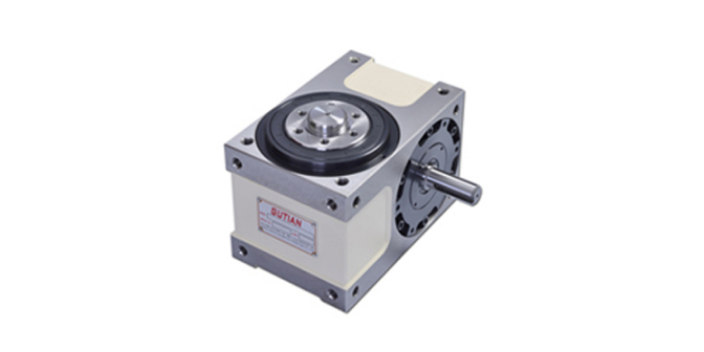
泉州古田80DT分割器厂家
凸轮分割器在过载的情况下使用,在确认凸轮分割器品质,与圆盘相连接的凸轮分割器的连接法兰固定螺丝、凸轮分割器固定台面的稳固、自动化感应系统安装及使用完全正确的前提下,要首先对于分割器所带圆盘的负载进行确认,在分割器选型之初,系统的负载包括圆盘、夹具、工件等所有构件的重量之和,但是,有时会因为理论数据与实际使用中所产生的参数偏差,或理论的核算值与实际需求值比较接近,特别是一些在设计中保守估算的技术参数,也会存在,即使各方面的系数都符合,也会在使用中有所偏移,这种情况,从节约成本的角度考虑,可以对圆盘进行去空减重的作法,也可以视夹具材料的使用情况,进行材料的更换,或夹具的更换等。包括在使用过程中,由于内部各构件间的摩擦及传动,会产生热量;泉州古田80DT分割器厂家
凸轮分度器,在工程上又称凸轮分割器,间歇分割器。如果凸轮损伤,不能再使用,可联系更换凸轮,无损伤或较轻损伤,仍可继续使用不可私自调整其轴向位置。如分割轮中的滚针轴承有损坏者,可将输出分割轴取出,更换滚针轴承。有两种方式,一是将输出套松开,将输出轴取出,不要松动后端的压盖,这样再行装入时轴向位置不变。二是松开输出轴后端的锁紧螺母和前端的输出套,即可将输出轴连同套一起取出,再装入时,只需锁紧螺母,即可使输出轴回到原来的位置。河北ATC分割器选型到加工测量每一个环节都体现了工程技术团队加工技术的精湛;

分割器输出轴的分度精度(重复定位精度,即:由一个工位转换到下一个工位所转过的角度误差)由分度盘上均匀分布的滚针轴承之间的位置度误差决定,分度盘上滚针轴承之间的位置误差越小,分割器的分度精度越高,反之就低,一般分度精度分为三级,普通级≤±50″精密级≤±30″高精级≤±15″。分割器的转动过程(即工位转换过程及停止状态时)是否平稳,与分度盘的分度精度及凸轮曲线的加工精度及凸轮曲线表面粗糙度有关系,由于凸轮与分度盘之间的啮合是无间隙啮合,所以分度盘上的滚针轴承分度不均匀就会产生滚针轴承与凸轮曲线面之间有些可能产生间隙,有些可能产生压力过紧。在分割器工作过程中在惯性矩的作用下就会产生晃动。
数控分度盘的分度头是立卧两用的,同时还可以进行等分切割作业,数控分度盘余数或是等数进行切割局可以。如:2、7、11、13、110等整数值都可以使用数控分度盘进行切割。数控分度盘还可以做自在的视点设置,是一个零部件做非等份的切割,因此会有40个视点作为设置的提供点,小数点之下的2位数的视点都可以作为顺序的设置。如:°、°、°可以设置40组的数控分度盘视点。其数控分度盘会依次完成使用者的设定的1组---40组的视点之后,再次回到原点。数控分度盘的分度精度为一分重复精度,可以手动进行正转、回转、寸动等,数控分度盘不仅体积小性价比高,其上手还容易、一键便可以发动。可以与数控机台、半主动机台改装合作单位。曲线:因应用途不同提供所需的曲线:一、变形梯型曲线二、变形正弦曲线三、变形等速曲线。

凸轮分割器也是与中空旋转平台是一样的,本身也没有驱动的功能,但是,分割器却有一个旋转平台和DD马达都不具备的功能,就是自锁功能,这种自锁来自于弧面凸轮的结构,拿单导程的分割器来说,入力轴每旋转一周,出力轴则旋转一个工位,对于出力轴每旋转的一个工位,入力轴即完成了一个完整的机械动作,而且,每一个入力轴的机械动作都是一样的,所以,我们说分割器不存在重复定位精度就是这个道理。那么,对于分割器来说,会存在个别工位的误差与其它工位差异的情况,在出厂测量时从角度测量仪中就可以看出,那是因为,出力转塔上凸轮滚子存在的微小差异所造成的。影响分割器分割精度、寿命的一个较大的因素在于调整。内蒙古间歇分割器品牌
精度的计算,因为机械配和上肯定会有一定的间隙;泉州古田80DT分割器厂家
分割器的设计有型和通用型,型,一般是针对一定目标的产品专门设计,大部分目的是为了提高可靠性;减小体积;降低成本等等。由于是,有可能会同时组合一些相关的机构与部件,很有可能就不能反转使用了。通用型是充分考虑不同需求,尽可能满足大多数的需要,设计上肯定是允许正反转使用的。当然,较好是使用单向的。不过一般情况下正反转是没问题的。如果你选用专业厂的相关产品,可以向厂家咨询确认。你所说的反转会损坏的问题,通常是在设备移动到另一个地方再次安装时要解决的问题。泉州古田80DT分割器厂家
- 宁夏古田DT分割器价格 2025-05-19
- 新疆古田分割器品牌 2025-05-19
- 河南精密分割器选型 2025-05-19
- 河北古田110DT分割器厂 2025-05-19
- 广东古田180DF分割器型号 2025-05-19
- 天津桌面型分割器厂家 2025-05-19
- 广东间歇凸轮分割器批发 2025-05-19
- 天津古田DF分割器厂 2025-05-19
- 山东古田DF系列分割器选型 2025-05-19
- 山东分割器型号 2025-05-19
- 初中教学设备厂家 2025-05-20
- 浙江信赖ETFE喷涂厂 2025-05-20
- 泰州设备降温工业冷气机定做 2025-05-20
- 互动教学设备收费明细 2025-05-20
- 池州智能液压站清洗 2025-05-20
- 安徽储料仓活性炭投加设备 2025-05-20
- 杭州电子厂环氧地坪漆 2025-05-20
- 上海全自动自动化设备咨询报价 2025-05-20
- 无锡自动硬度计 2025-05-20
- 河北电动平衡吊直销 2025-05-20