综合安全风险监测预警系统生产企业
安全风险监测预警系统在数据异常处理方面表现出色,能够实时识别并报警,确保潜在问题及时被发现。系统内置的异常报警模块能够对采集到的实时数据进行分析,快速判断出任何超出阈值或具有异常波动的情况,并立即触发报警信号。报警信息可以通过系统平台推送至管理人员的终端设备,如手机、电脑或报警器,确保信息传递的及时性。企业安全管理者不仅可以迅速获知报警内容,还能直接通过平台查看相关数据的历史记录和趋势分析,进一步确认问题的严重程度。这种高效的报警机制极大地提升了化工企业的安全响应能力。安全风险监测预警系统通过趋势分析图表预测潜在风险,帮助企业实现事前预防。综合安全风险监测预警系统生产企业
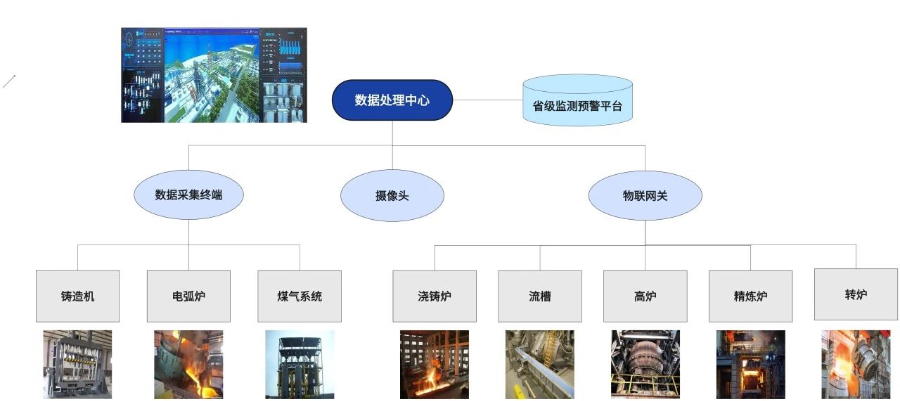
安全风险监测预警系统的实时监测模块,覆盖重大危险源的主要区域,包括罐体、气体及危化工艺的实时数据采集与统计。系统支持从企业内部及相关部门系统获取重大危险源的监测数据,集成于统一平台,实现完整的数据呈现与动态管理。当监测指标出现异常情况时,系统会自动生成报警信息,并实时推送至相关人员的个人终端。这种高效、及时的报警机制,确保了潜在风险能够迅速得到处理,提升了企业对危险化学品及关键生产设备的安全管理水平,为企业的安全生产提供了坚实的技术支持。综合安全风险监测预警系统生产企业安全风险监测预警系统通过报警统计分析,帮助企业洞察安全趋势。

系统将传感设备与视频监控数据结合,形成多维度的安全风险监控网络。安全风险监测预警系统通过将传感设备的实时数据与视频监控信息深度整合,构建了一个多维度的安全风险监控网络。传感设备采集的温度、压力等参数,可实时与视频画面中的设备运行状态进行对比分析,从而更加完整地反映设备的实际运行状况。系统还支持对多源数据的综合研判,例如通过视频识别异常动作,同时验证传感器数据是否显示参数异常。这种监控网络,能够明显提升风险识别的准确性与防控效率。
安全风险监测预警系统的摄像头设备管理模块,为企业提供了一套智能化、精细化的监控解决方案,提升了作业现场的安全管控能力。该模块支持根据不同监控区域的需求,灵活配置数字摄像头或模拟摄像头,充分覆盖包括罐区、老旧装置、生产车间等关键场所,确保这些重点区域始终处于有效监控之下。系统能够详细记录每个摄像头的关键信息,如设备编码、IP地址、播放地址及在线状态等,帮助企业建立完善的监控设备档案。同时,系统支持实时查看视频画面,用户可以通过操作界面随时调用监控画面,快速掌握现场动态。此外,系统提供画质调整及视角切换功能,确保监控画面的清晰度和灵活性,满足多场景下的监控需求。摄像头设备管理模块还整合了异常检测功能。通过智能分析技术,系统能够自动识别监控画面中的异常情况,如设备故障、画面遮挡或监控盲区等。一旦发生异常,系统会立即生成报警信息,并将异常画面推送至管理终端,帮助用户快速定位问题并及时处理。这种实时报警功能,不仅降低了监控盲区的存在风险,还为企业应对突发事件提供了强有力的技术支持。安全风险监测预警系统对储罐实时监测,提升危险化学品的存储安全性。
通过多层次报警类型设置,系统能够灵活应对多样化的生产安全管理需求。安全风险监测预警系统支持多层次报警类型设置,可根据不同设备和工艺的特点,灵活配置高高报警、高报警、低报警及离线报警等多种模式。例如,对于需要严格控制温度的设备,可设置高高报警;而对于储存罐液位过低的情况,则可设置低报警。这种多层次报警类型的设置,使得系统能够精确区分不同风险等级,避免过度报警或漏报情况的发生,满足了多样化的生产安全管理需求。安全风险监测预警系统支持监控对象配置,提升企业重点区域的管理效率。山西矿山安全风险监测预警系统方案
安全风险监测预警系统通过作业环境监测,提升安全管理水平。综合安全风险监测预警系统生产企业
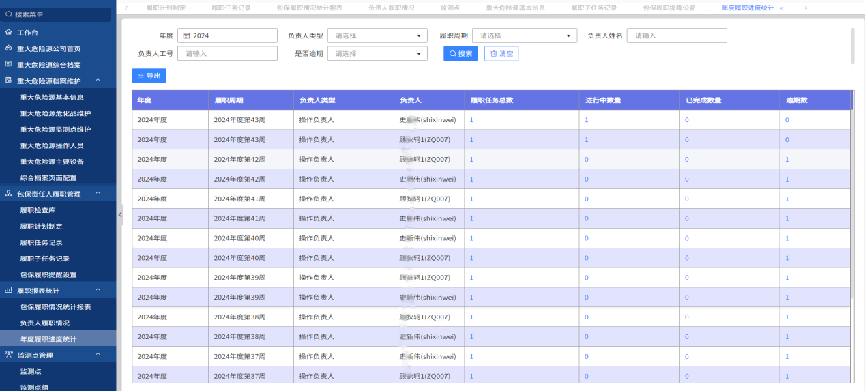
针对化工生产复杂的工艺流程,安全风险监测预警系统开发了专门的实时统计功能。系统能够按工艺类型和生产装置分类,统计其运行状态及监测指标数据。用户可以通过直观的界面快速浏览各工艺环节的安全情况,点击相应模块即可查看详细设备信息,包括设备编号、运行时长、维护记录等。实时统计功能还支持生成动态报告,帮助管理人员深入了解生产装置的安全性能和潜在问题。这种基于实时数据的统计分析工具为优化工艺流程和提升设备管理水平提供了强有力的技术支持。综合安全风险监测预警系统生产企业
- 陕西智能电子巡检管理系统供应 2025-05-24
- 专注电子巡检管理系统内容 2025-05-24
- 综合设备完整性管理与预测性维修系统应用 2025-05-23
- 市场电子巡检管理系统概况 2025-05-23
- 网上作业票系统业务流程 2025-05-23
- 山东电子巡检管理系统案例 2025-05-23
- 甘肃设备完整性管理与预测性维修系统选择 2025-05-23
- 新疆解决双重预防机制管理 2025-05-23
- 甘肃项目安全教育培训系统 2025-05-23
- 黑龙江钢铁作业票系统构成 2025-05-23
- 泰州怎样建筑装饰材料价格多少 2025-06-04
- 滴水湖西式风格陵园使用年限 2025-06-04
- 工业品包装采购服务一站式解决方案 2025-06-04
- 广东数字孪生智慧仓储系统在线咨询 2025-06-04
- 郴州本地部署生产管理软件服务商 2025-06-04
- 寿命检测 2025-06-04
- 江苏化学不锈钢酸洗钝化公司 2025-06-04
- 黑龙江如何AI人工智能大数据云计算效果 2025-06-04
- 南京创新生鲜配送供应链服务厂家电话 2025-06-04
- 奉贤区品牌散货运输信息中心 2025-06-04