天津变压吸附甲醇裂解制氢
甲醇裂解制氢设备面临两大挑战:原料成本占比高(甲醇占制氢成本70%以上)和基础设施不足(甲醇加注站普及度低)。解决方案包括:技术优化降低甲醇消耗,如通过催化剂升级和工艺改进提高转化率;商业模式创新,如中石油"氢醇同站"模式,利用交叉补贴使终端氢气价格降至35元/kg;政策推动,国家已出台加醇站建设补贴政策(比较高300万元/站),加速标准体系完善。未来,随着绿色甲醇认证体系建立和供应链完善,甲醇制氢将加速商业化进程,预计到2025年市场规模突破80亿元,年复合增长率达45%。氢能利用的理想状态是“绿氢”,即利用可再生能源通过电解水制氢。天津变压吸附甲醇裂解制氢

甲醇裂解制氢在众多领域发挥着关键作用。在化工领域,高纯度氢气是合成氨、甲醇羰基化制醋酸、加氢精制等重要化工过程的原料。甲醇裂解制氢装置可根据化工企业需求灵活调整生产规模,为其提供稳定的氢气供应,避免因外部氢气运输受限导致的生产中断。在燃料电池领域,甲醇裂解制氢为质子交换膜燃料电池(PEMFC)和固体氧化物燃料电池(SOFC)提供氢气来源。尤其在分布式发电场景中,小型甲醇裂解制氢设备与燃料电池结合,清洁的电力供应,适用于偏远地区供电、备用电源等场景。在交通运输领域,甲醇裂解制氢为氢燃料电池汽车提供氢气,相比直接储存和运输氢气,甲醇液态储存和运输的便利性更具优势。通过车载甲醇重整制氢系统,可实现氢气的现场制备,解决氢气储存和运输难题,为氢燃料电池汽车的广泛应用提供新的解决方案。此外,在电子工业中,甲醇裂解制氢生产的高纯度氢气可用于半导体制造、电子器件生产中的还原、保护等工艺,满足电子行业对超高纯度氢气的严格要求。 哪些甲醇裂解制氢设计随着技术成熟度提升,甲醇裂解制氢有望成为氢能供应体系的重要支柱。

为了提高甲醇裂解制氢的效率和降低成本,研究人员在工艺改进和创新方面进行了大量的探索。一方面,对传统的甲醇裂解制氢工艺进行优化。例如,通过改进反应器的结构设计,提高反应物料的混合效果和传热效率,从而提高反应的转化率和选择性。传统的反应器通常采用固定床反应器,而近年来,流化床反应器、微通道反应器等新型反应器逐渐受到关注。流化床反应器具有良好的传热传质性能,能够地避免催化剂的局部过热,提高催化剂的使用寿命;微通道反应器则具有极高的比表面积和传热效率。另一方面,开发新的甲醇裂解制氢工艺。例如,光热催化甲醇裂解制氢技术是一种新兴的制氢技术,它利用光能和热能的协同作用,在较低的温度下实现甲醇的裂解反应,降低了制氢过程的能耗4。此外,还有研究人员提出了等离子体辅助甲醇裂解制氢技术,通过等离子体的激发作用,提高甲醇分子的活性,促进反应的进行。这些新的工艺技术为甲醇裂解制氢提供了新的思路和方法,有望在未来的氢能产业中发挥重要的作用。
甲醇裂解制氢优势 - 成本方面:从成本角度来看,甲醇裂解制氢具有优势。甲醇来源广,价格相对稳定。它既可以从煤炭、天然气等资源制取,也可通过生物质转化获得。与其他一些制氢原料如天然气相比,甲醇在运输和储存上更为便捷,这降低了运输成本。而且,甲醇裂解制氢装置的投资相对较小,不需要大型复杂的基础设施建设。一套小型的甲醇裂解制氢设备,初期投资可能为同规模其他制氢设备的 60% - 70%。在运行过程中,其能耗相对较低,通过合理优化反应条件,可进一步降低成本,使得氢气产出成本在市场上具备较强的竞争力,为众多对氢气成本敏感的行业提供了经济的供氢方案。甲醇裂解制氢是一种清洁的氢气生产方法。
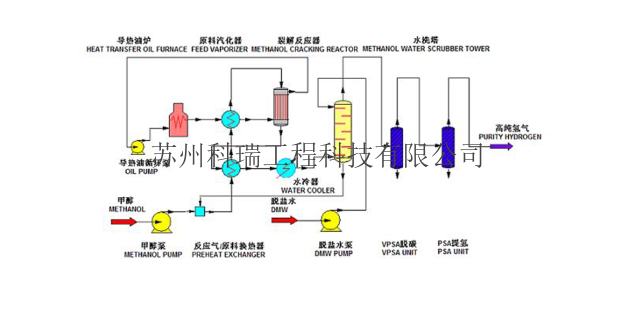
氢气提纯与杂质脱除技术突破氢气提纯单元的性能直接决定产品品质。变压吸附(PSA)系统采用13X分子筛与活性炭复合床层,通过七塔九步工艺实现深度净化:1)吸附阶段(300秒)将CO?浓度从15%降至;2)均压降阶段(60秒)回收氢气至;3)逆向放压阶段(40秒)配合真空泵(极限压力50Pa)使产品纯度达。针对燃料电池应用需求,某企业开发的钯合金膜分离器(Pd-Ag=77:23)在350℃下氢气渗透速率达8×10??mol/(m2·s·Pa),同时将CO含量控在,较PSA技术提升两个数量级。杂质脱除方面,采用催化氧化-冷凝耦合工艺处理尾气,通过Pt/Al?O?催化剂在220℃下将未转化甲醇和CO转化为CO?,再经-40℃深冷分离回收98%的有机组分。某石化项目实测表明,该组合工艺使VOCs排放浓度降至3,远低于国标(60mg/Nm3)。 甲醇裂解制氢流程,需严格把控各环节参数。催化燃烧甲醇裂解制氢公司
甲醇裂解制氢,是一种制氢的重要工艺。天津变压吸附甲醇裂解制氢
甲醇裂解制氢是通过甲醇与水蒸气在催化剂作用下发生重整反应,生成氢气与二氧化碳的能源转化过程。其**反应式为:CH?OH+H?O→CO?+3H?(ΔH=+)。该反应为吸热过程,需通过外加热源维持反应温度,通常在200-300℃区间内进行。催化剂的选择直接影响反应效率与产物纯度,铜基催化剂因活性高、选择性好成为主流选择,其纳米化改性可进一步提升氢气收率至95%以上。反应系统采用固定床或流化床反应器,甲醇-水混合物经气化后进入催化床层。过程优化需平衡温度、压力、水醇比等参数:温度升高促进反应速率但加剧设备负担;研究表明,通过引入等离子体辅助催化或光热协同作用,可实现低温条件下的裂解,为车载移动制氢装置的开发提供技术支撑。该技术的独特优势在于液态储氢特性。 天津变压吸附甲醇裂解制氢
- 河北变压吸附提氢吸附剂怎么样 2025-06-13
- 海南变压吸附提氢吸附剂公司 2025-06-13
- 浙江变压吸附提氢吸附剂哪家好 2025-06-13
- 陕西天然气变压吸附提氢吸附剂 2025-06-13
- 西藏变压吸附提氢吸附剂在哪里 2025-06-13
- 青海变压吸附变压吸附提氢吸附剂 2025-06-13
- 北京耐高温变压吸附提氢吸附剂 2025-06-12
- 国内变压吸附提氢吸附剂设计 2025-06-12
- 辽宁变压吸附提氢吸附剂在哪里 2025-06-12
- 天津变压吸附甲醇裂解制氢 2025-06-12
- 山西胶黏剂润湿剂包括哪些 2025-06-13
- 聚氨酯过滤海绵供应报价 2025-06-13
- 安徽次氯酸钠储罐生产商 2025-06-13
- 常州水性振华牌服务电话 2025-06-13
- 河北氧化铝空心球砖厂家 2025-06-13
- 无锡新能源原油批发供应 2025-06-13
- 湖北绿色环保粘结剂厂家现货 2025-06-13
- 苏州实验室高纯气体如何选择 2025-06-13
- 成都可吸收微球医用可吸收材料生产厂家 2025-06-13
- 辽宁二级高铝砖生产 2025-06-13