浙江干燥冻干机箱体使用
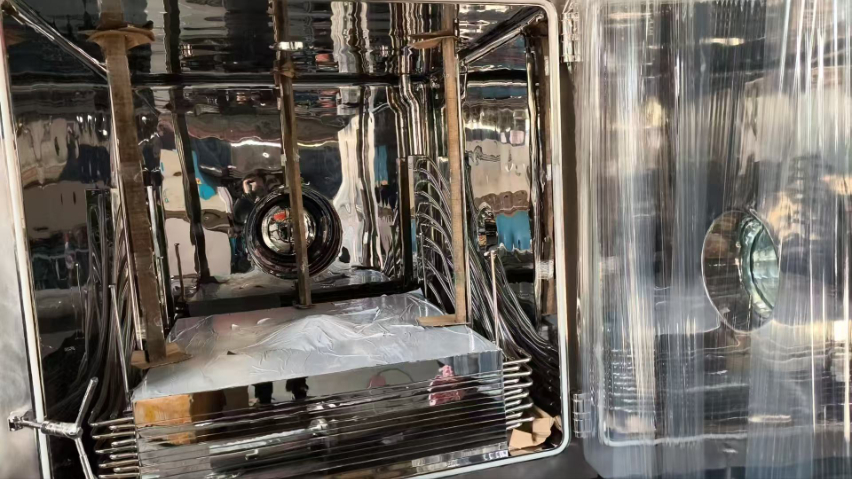
冻干机板层的加工工艺对其性能有着决定性影响。目前常见的加工工艺有塞焊、内焊、钎焊和电阻焊等。塞焊工艺相对简单,先把内部导流条焊在板上,再盖上预先打好孔的板,用氩弧焊填满后刨平、抛光,设备要求不高,因此被大部分设备采用,但它的缺点是焊接应力较大,长期使用可能导致板层变形甚至焊点泄漏。内焊是上下板焊接上“7”型的板后扣合,不过焊接变形控制难度大,装配困难,有些厂家焊接后还需铣床加工,大幅增加工艺成本。钎焊加工工艺简单,但设备投入昂贵;电阻焊虽能实现较好的焊接效果,但对设备要求高,且焊接品质难以检查,容易出现虚焊。不同的加工工艺各有利弊,企业需根据自身的生产需求、成本预算和产品质量要求来选择合适的工艺。冻干机箱体内部的清洁难度大吗?怎样的设计有利于清洁?浙江干燥冻干机箱体使用
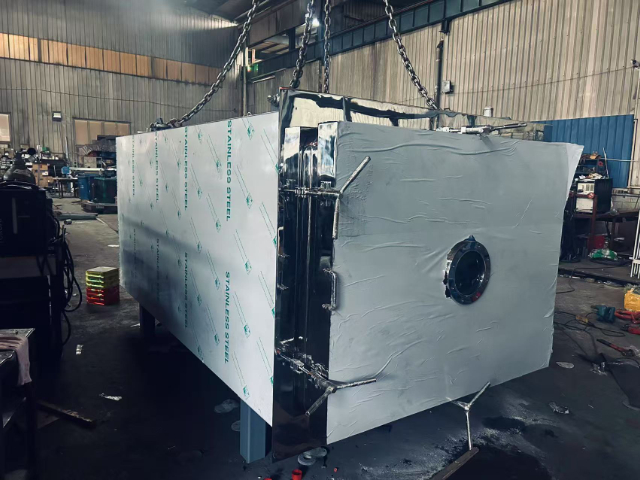
为了防止焊接变形的措施除了合理的焊接顺序外,还可以采取多种不同的措施防止冻干箱体焊接变形。在焊接前,可对板材进行适当的预变形,使其在焊接后产生的所有变形与预变形相互抵消。采用刚性固定法,利用工装夹具对部件进行牢固固定,限制其变形。对于薄板焊接,可采用跳焊、间断焊等方法来焊接,减少焊接热输入。此外,在焊接过程中,还有可能对焊接时对区域进行适当的水冷或者风冷,加快了冷却时的速度,降低焊接时变形的程度小。甘肃生物冻干机箱体厂家运行过程中,箱体有无异常振动,振动幅度是多少?

冻干箱焊接过程中的质量监控在冻干箱体焊接过程中,质量监控是保证焊接质量的关键环节。焊工应随时观察焊接熔池的状态,如熔池的形状、大小和颜色等,及时调整焊接参数。同时,要对焊缝的外观质量进行实时检查,如焊缝的宽度、高度、直线度等是否符合要求。对于多层多道焊,每层焊缝焊接完成后都要进行清理和检查,确保无缺陷后再进行下一层焊接。此外,还可采用无损检测等手段对焊接过程中的质量进行监控,及时的发现和解决问题。
冻干箱焊接热影响区的控制焊接热影响区是焊接时过程中由于热作用而使母材组织和性能发生变化的区域。在冻干箱体焊接中,控制好焊接热影响区至关的重要。过大的热影响区会导致母材的力学性能下降,耐腐蚀性降低。为减小热影响区,可采用小热输入的焊接工艺,如氩弧焊,严格控制焊接电流和焊接速度。同时,在焊接后可进行适当的热处理,如退火处理,消除焊接的所有应力,改善热影响区的组织和性能。焊接时的手法、电流大小都很至关的重要制冷管道与箱体连接处是否有结霜或结冰现象?
冻干箱容器材料需兼具多种特性。不锈钢是常用材料,如304不锈钢、316L不锈钢 ,耐腐蚀性强,能适应冻干复杂环境,不易生锈和变形,且易清洁消毒,符合医药、食品行业卫生要求。铝合金材质则质量轻、导热好,可提高热量传递效率,缩短冻干周期,表面经阳极氧化处理后,耐腐蚀性和耐磨性增强,在对重量和导热要求高的冻干设备中应用***。选材时要综合考虑设备使用场景、成本以及物料特性等因素,确保容器性能稳定,满足所有生产需求。检查箱体内传感器的安装是否稳固,数据传输是否准确?西藏冻干机箱体
当设备运行时,箱体的噪音值是否超标?浙江干燥冻干机箱体使用
在冻干机箱体加工的供应链管理中,与质量的原材料供应商建立紧密合作关系至关重要。选择信誉良好、产品质量稳定的供应商,确保原材料按时、按质、按量供应。对供应商进行定期评估和考核,从产品质量、交货期、售后服务等方面进行综合评价,激励供应商持续改进。同时,优化供应链流程,减少中间环节,降低采购成本。与零部件供应商协同合作,确保箱体加工所需的各种零部件,如密封件、连接件等,与箱体的设计和质量要求相匹配,保障整个加工过程的顺利进行,提高产品的整体质量和市场竞争力。浙江干燥冻干机箱体使用
- 食品箱体抛光生产 2025-07-28
- 山东低温冻干机箱体价格 2025-07-28
- 陕西真空冻干机箱体价格 2025-07-28
- 江苏科学冻干机箱体使用 2025-07-28
- 新疆真空冻干机箱体生产 2025-07-28
- 海南食品冻干机箱体 2025-07-28
- 湖北低温冻干机箱体厂家 2025-07-28
- 四川生物冻干机箱体加工 2025-07-28
- 青海香料冻干机箱体厂家 2025-07-28
- 上海化妆品箱体抛光 2025-07-28
- 淄博干湿联合闭式冷却塔电话 2025-07-30
- 青浦区定制转料整粒机 2025-07-30
- 陕西便宜的储能设备24小时服务 2025-07-30
- 贵州靠谱的UVLED固化机按需定制 2025-07-30
- 上海工厂设备工业模型设计价格 2025-07-30
- 无锡码垛机哪家好 2025-07-30
- 南京销售工装托盘单价 2025-07-30
- 云南销售升降屏哪家好 2025-07-30
- 韶关直销SPI检测设备原理 2025-07-30
- 上海进口浸渗剂销售电话 2025-07-30