云南生物冻干机箱体生产
为了防止焊接变形的措施除了合理的焊接顺序外,还可以采取多种不同的措施防止冻干箱体焊接变形。在焊接前,可对板材进行适当的预变形,使其在焊接后产生的所有变形与预变形相互抵消。采用刚性固定法,利用工装夹具对部件进行牢固固定,限制其变形。对于薄板焊接,可采用跳焊、间断焊等方法来焊接,减少焊接热输入。此外,在焊接过程中,还有可能对焊接时对区域进行适当的水冷或者风冷,加快了冷却时的速度,降低焊接时变形的程度小。箱体内搁板的承重能力是否满足标准?云南生物冻干机箱体生产
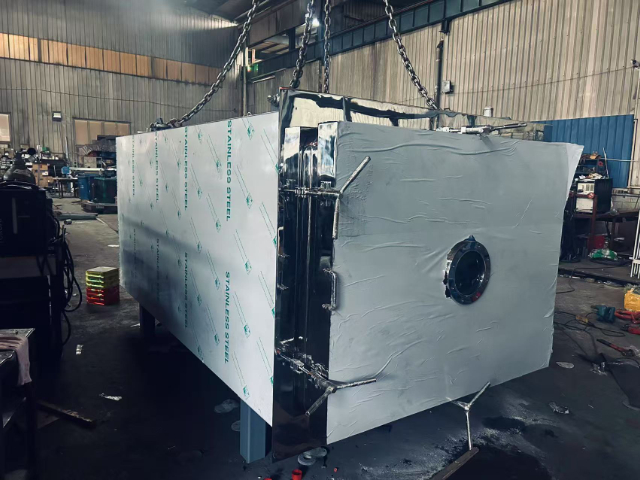
冻干机箱体加工是一个系统而精细的过程。从下料开始,就需依据精确的设计图纸,使用高精度的切割设备,保证材料尺寸准确。接着进行成型加工,通过冲压、折弯等工艺使板材形成箱体的基本形状,在这一过程中,要注意控制加工应力,防止材料变形影响后续装配。在箱体组装环节,各部件的连接方式十分关键,除了焊接,对于一些可拆卸部位,采用密封性能良好的连接件,如质量的密封螺栓、密封胶圈等,确保箱体的密封性,满足冻干机真空环境的要求。内部的支撑结构设计也不容忽视,合理布局的支撑件能增强箱体的强度,使其在承受物料重量和真空压力时保持稳定。西藏化妆品冻干机箱体生产运行时,箱体的真空度能否稳定保持在规定范围?
在大型冻干机中,板层的尺寸和承载能力都有更高的要求。大型板层的加工难度更大,在材料选择上,除了考虑常规的耐腐蚀性和强度外,还需要关注材料在大尺寸下的稳定性,防止因温度变化或自身重力导致变形。在制造工艺上,通常会采用更先进的加工设备和工艺,如大型数控加工中心、自动化焊接设备等,以保证板层的加工精度和质量。由于大型板层需要承载大量的物料,其支撑结构的设计尤为关键,一般会采用更坚固的框架结构和加强筋布局,合理分散物料重量,确保板层在运行过程中不会发生弯曲或断裂等问题,满足大型生产规模下的冻干需求。
冻干箱体在所有部件的装配与定位在焊接前,需要对冻干箱体的各个部件进行准确装配和定位。装配的时候,要严格按照设计时的图纸和工艺要求进行操作,保证各个部件的相对位置和尺寸精度。可采用了工装夹具对部件进行固定,确保在焊接过程中部件不会发生位移。对于一些关键部位的装配,如密封面的对接,要特别注意其平整度和间隙控制。合理的装配和定位是保证焊接时质量的基础,能够减少焊接时的变形和应力集中,提高箱体的整体性能。小型冻干机箱体在设计上如何兼顾紧凑性与功能性?

小型冻干机的板层在设计和制造上更注重灵活性和便捷性。为了适应实验室或小型生产场所的空间限制,板层的尺寸通常较小,但对其性能的要求并不降低。在材料选择上,会综合考虑成本和性能,选择性价比高的不锈钢材料。加工工艺上,采用精密加工技术,保证板层的平整度和温度均匀性。由于小型冻干机可能会频繁移动或操作,板层的结构设计会更加紧凑和轻便,同时具备良好的抗震性能,防止在运输或使用过程中因震动而损坏。此外,小型冻干机板层的操作界面可能会设计得更加简单直观,方便操作人员进行物料的装载、卸载和设备的调试,满足小型用户的实际需求。箱体表面是否有明显变形或凹陷?西藏化妆品冻干机箱体采购
用温度检测仪测量,箱体内各区域温度均匀度偏差是多少?云南生物冻干机箱体生产
对于采用西林瓶冻干的工艺,板层除了要满足基本的承载和热交换功能外,还需特别关注其对西林瓶的支撑稳定性。在冻干过程中,西林瓶放置在板层上,若板层不平整或存在局部凸起、凹陷等问题,在冻干机自动进出料时,西林瓶就容易发生倾倒,这不仅会影响单个瓶子内物料的冻干效果,还可能导致整批产品出现质量问题,造成生产损失。因此,在板层加工过程中,对平整度的要求更为严格,一般会通过高精度的加工设备和精细的表面处理工艺,确保板层表面光滑平整,误差控制在极小范围内,同时,还会在板层设计上考虑增加西林瓶的定位装置,如设置凹槽或凸起,使西林瓶能稳固放置,避免在操作过程中发生位移或倾倒。云南生物冻干机箱体生产
- 宁夏食品冻干机箱体采购 2025-06-05
- 海南化妆品设备焊接加工价格 2025-06-04
- 吉林平面抛光加工 2025-06-04
- 四川真空设备焊接加工厂家 2025-06-04
- 陕西生物设备焊接加工使用 2025-06-04
- 山西干燥设备焊接加工生产 2025-06-04
- 陕西食品冻干机箱体机器 2025-06-04
- 黑龙江干燥设备焊接加工机器 2025-06-04
- 江苏低温冻干机箱体厂家 2025-06-04
- 福建干燥冻干机箱体加工 2025-06-04
- 成都弯头价格是多少 2025-06-05
- 上海本地土石方工程施工服务价格 2025-06-05
- 阜阳盾构机减速机厂家 2025-06-05
- 北京工业搅拌摩擦焊机生产厂家 2025-06-05
- 亳州国产液压绞车市场报价 2025-06-05
- 高温插入式烟气H2分析仪销售厂家 2025-06-05
- 广东滴胶视觉定位uv打印机商城 2025-06-05
- 锡膏印刷机清洗系统操作原理 2025-06-05
- 玻璃钢变频风机电话 2025-06-05
- 广东不锈钢超高压缓冲罐价格 2025-06-05