江西除氯除硬系统
对于锅炉给水系统,即使微量Cl?(>0.1mg/L)也会导致汽轮机叶片腐蚀。某电厂因除氧器效率下降使Cl?带入蒸汽系统,高压缸叶片出现氯化物应力腐蚀裂纹,大修费用达¥2000万。必须将蒸汽Cl?控制在0.01mg/L以下,这对循环水Cl?提出了更严格的要求。
氯离子会与聚羧酸类阻垢剂发生络合反应,使其分散能力下降40%。某钢厂循环水在Cl?>600mg/L时,必须将阻垢剂投加量从5mg/L提高至12mg/L(年成本增加¥150万),且仍无法完全避免CaSO?沉积。 电渗析适合中等盐度水的氯去除。江西除氯除硬系统

氯离子与Ca2?、Mg2?等形成的沉积物(如CaCl?·6H?O)会明显降低换热系数。实测数据显示,当管壁结垢厚度达1mm时,蒸汽机组热效率下降8%,相当于年多耗标煤1500吨(损失¥120万)。且氯盐垢层疏松多孔,更难通过常规化学清洗去除。
氯离子会加速橡胶密封材料的老化。EPDM橡胶在Cl?>300mg/L的水中,3年后硬度(Shore A)从60升至75,密封性能完全丧失。某化工厂泵用机械密封平均寿命从5年缩短至2年,年更换费用增加¥80万。改用氟橡胶虽可改善,但材料成本增加5倍。 天津工业除氯需求氯离子与阻垢剂竞争,降低效率。
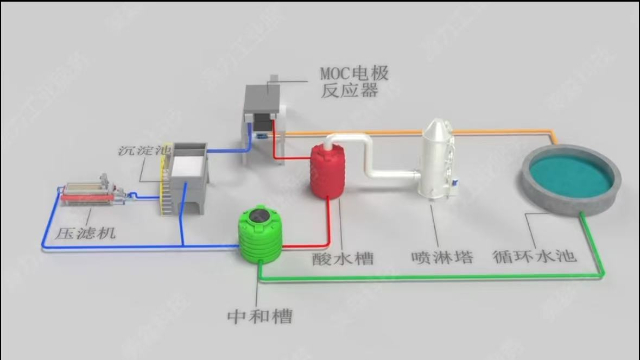
某电镀园区废水含Cl? 6000mg/L(主要来自HCl酸洗),采用"铁碳微电解-混凝-蒸发结晶"组合工艺:微电解阶段Fe?+H?+Cl?→FeCl?+H?↑,Cl?去除率35%;投加PAC(200mg/L)后通过Al??O?(OH)????络合吸附,总去除率提升至65%;之后MVR蒸发器将Cl?浓缩至120g/L结晶为NaCl副产品。系统总投资¥1200万,处理成本¥85/吨,较传统离子交换法降低40%。运行难点是Fe2?氧化生成的Fe(OH)?会包裹铁碳填料,需每月高压水枪反冲洗。
电渗析(ED)技术是采用基于压滤原理的膜堆来去除水中的氯。膜堆由阳离子和阴离子膜组成,水溶液在通过膜对之间的细胞时,氯离子在电场的作用下会定向移动,从而实现与水的分离。该技术能够大幅降低水中的氯离子含量,产生高纯度的稀释液,氯的去除率可高达 99%。而且,与其他一些处理系统相比,电渗析设备几乎不需要太多的维护。不过,由于水中的钙和二氧化硅等物质会损坏膜堆,所以在使用前同样需要配备预处理系统,并且膜一旦损坏,更换的成本较高。检修期间氯腐蚀风险升高10倍。

化学沉淀法通过投加Ag?、Hg2?或Cu?等金属离子与Cl?形成难溶盐。例如,AgNO? + Cl? → AgCl↓ + NO??,Ksp(AgCl)=1.8×10?1?,理论去除率可达99%。但银盐成本高昂,实际中多采用钙盐(如Ca(OH)?)分步沉淀:先调pH>10.5使Mg2?生成Mg(OH)?,再通CO?降低pH至8.5沉淀CaCO?吸附Cl?。该法适用于氯离子浓度>1000mg/L的废水,但污泥产量大。
智能控制系统可优化除氯效率。江西除氯除硬系统
化学沉淀法通过投加金属离子与氯离子形成难溶盐实现去除。常用沉淀剂包括硝酸银(AgNO?)、硫酸铜(CuSO?)和石灰(Ca(OH)?)。以银盐为例,反应Ag? + Cl? → AgCl↓的溶度积Ksp=1.8×10?1?,理论上可使Cl?浓度降至0.01mg/L以下。某PCB厂采用分级沉淀工艺:先加CuSO?去除80%氯离子(形成CuCl),再用AgNO?深度处理,出水Cl?<5mg/L。但污泥中AgCl需通过氰反应浸出回收银,处理成本约¥120/m3。新型复合沉淀剂如[Ag(NH?)?]?可减少银用量30%,pH适应范围扩至4-10。江西除氯除硬系统
- 湖南电极设施 2025-07-30
- 广东源力循坏水除氯设备 2025-07-30
- 河北工业电极除硬系统 2025-07-30
- 天津电极除硬系统 2025-07-30
- 安徽数据中心除氯除硬 2025-07-29
- 湖南吸收塔除氯除硬 2025-07-29
- 江西电极需求 2025-07-29
- 湖南海水淡化电极除硬 2025-07-29
- 湖北循坏水电极 2025-07-29
- 内蒙古循坏水除氯 2025-07-29
- 江西工业废气处理设备环保设备厂家 2025-07-30
- 福建含油废水气浮机厂家 2025-07-30
- 生活水AI加药一体机销售价格 2025-07-30
- 广西怎么样传递窗价格优惠 2025-07-30
- 无锡潜水泵综合保护器 2025-07-30
- 温州品牌节能水泵品牌 2025-07-30
- 河源氨氮废水处理工程 2025-07-30
- 四川结晶蒸发一体化低温结晶器技术指导 2025-07-30
- 陕西德国原装自动反冲洗过滤器代理商 2025-07-30
- 广州石英砂过滤器哪家强 2025-07-30