微米级超精密真空板
超精密加工技术市场是国家高技术集中的市场,它既是高代价、高投入的工艺技术,又是高增值、高回报的工艺技术,世界工业先进国家都把它放在国家技术和经济振兴的重要位置。试举几例。(1)超精密零件加工。例如惯性导航仪器系统中的气浮陀螺的浮子及支架、气浮陀螺马达轴承等零件的尺寸精度、圆度和圆柱度都要求达到亚微米级精度;人造卫星仪器轴承是真空无润滑轴承,其孔和轴的表面粗糙度Rα达到1nm,圆度和圆柱度均为纳米级精度,这些零件都是用超精密金刚石刀具镜面车削加工的。精密液压控制系统中的精密伺服阀的阀芯与阀套的配合精度也常在亚微米等级,它是用超精密磨削方法加工的。超激光精密打孔的特点是可以在硬度高、质地脆或者软的材料上打孔,孔径小、加工速度快、效率高。微米级超精密真空板
超精密
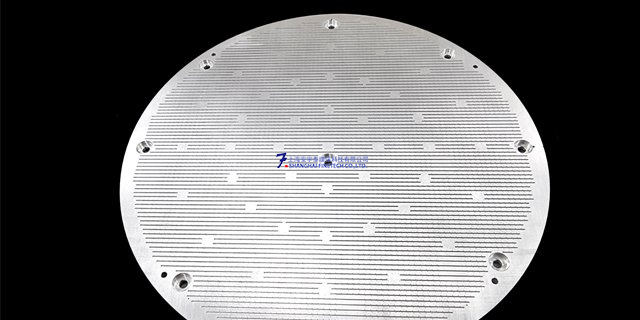
精密磨削技术-电解在线砂轮修整技术(ELID)对于精密零件的加工生产,精密磨削技术是必不可少的。在半导体/LCD、MLCC和新能源电池等领域中,精密元件的使用率很高。常见的磨削技术的问题是,必须根据磨削后的弓形磨损量继续修整,这给保持同等质量带来了困难,因为表面状况会发生细微变化。简而言之,ELID磨削技术是一种在不断修整的同时进行抛光的技术。微泰采用了高精度的磨削技术,这些技术都以ELID技术和专有技术为基础,在这种技术中,我们生产的产品具有高精度、平坦度和高质量,这是很难生产的。真空板ELID磨削技术ELID磨削技术(真空板)。利用电解在线砂轮修整技术(ELID),提高真空吸附板、刀片的表面粗糙度,减少研磨时的毛刺,减少手动调节提高作业自动化。400mm见方的真空板平面度可达5um。自动化超精密研磨超精密加工中的超微细加工技术是指制造超微小尺寸零件的加工技术。

(4)超精密机电系统器件加工。微机电系统(ME—MS)是从集成电路制造技术发展起来的新兴机电产品,如微小型传感器、执行器等。硅光刻技术、LIGA技术和其它微细加工技术的生产设备、检测设备都是超精密加工的产品。超精密加工技术的发展及分析超精密加工技术是以高精度为目标的技术,它必须综合应用各种新技术,在各个方面精益求精的条件下,才有可能突破常规技术达不到的精度界限,达到新的高精度指标。近20年来超精密加工技术在以下几个方面有很大的进展:①超精密加工机床技术;②超精密加工刀具及加工工艺技术;③超精密加工的测量与控制技术;④超精密加工环境控制(包括恒温、隔热、洁净控制等)。超精密加工机床的设计与制造技术
精密加工小知识:IT是加工精度的衡量单位,主要为衡量生产产品的精度、品质、加工误差。IT后面的数值愈大,表示精度越低、误差越大,如IT9就比IT5来的粗糙;公差等级从IT01,IT0,IT1,IT2,IT3至IT18一共有20个。精密加工技术特色介绍随着时代变化,工业能力的不断进步,有可能现在的精密加工也会变成明天的粗加工。常见工艺过程有:车削、铣削、钻孔、插齿、珩磨、磨削等;若有特殊需求,在车床加工完后还会多一道热处理的方式,包括:渗碳,淬火,回火等,提升硬度、机械规格。目前精密加工技术能应用在「所有的」金属材料、塑料、木材、石磨与玻璃上,但由于不同材质的表面都有所差异,所以切割与研磨等数值都需在CAD(计算机辅助设计)或CAM(计算机辅助制造)程序上架构好,并严格遵守才能确保产品品质、降低误差。由于材料范围广且精度高,精度加工技术普遍会应用在航太业、医疗器材、太阳能板零件等。此外,当精密加工已无法达到更好的形状精度(formaccuracy)、表面粗糙度(surfaceroughness)与尺寸精度时,就会需要使用到超精密加工的技术。由于精度高的缘故,超精密加工常应用在光学元件。也会应用在机械工业。
为了缩小产品体积、提高产品性能,需要高精度的微型零件。为此需要较迄今为止更为精密细微的加工技术。环境、装置、设备、测量、测评、工具、材料、加工方法。本公司在推进研发时周全考虑超精密·细微加工的所有相关要素,可承接金属、树脂、陶瓷等各种材料的加工。在半导体树脂封装的模具制造过程中积累的超精密加工技术为兼顾产品小型化和高性能两方面的需求,要求制造用的模具和零件具有同样的高精度和微型化。本公司在长年积累的核心专利基础上,与机床生产商共同开发了自动化设备,实现了无人化加工。凭借先进的加工设备以及成熟的技术,实现超硬度材料的亚微米级加工,不仅可生产半导体及LED模具,更可为所有精密加工提供整体解决方案。曲面复合加工以R形曲面型腔为例,在超精密加工中,本公司通过有规则地配置切削、研削与放电这三种不同的加工工艺,可打造细致的花纹,并可将每个加工面的高度差控制在1μm以下。超精密激光加工属于非接触加工,不会对材料造成机械挤压或应力。热影响区和变形很小,能加工微小的零部件。韩国技术超精密MLCC垂直刀片
超精密激光表面处理的特点是无需使用外加材料,只改变被处理材料表面层的组织结构,被处理件变形很小。微米级超精密真空板
精密和超精密磨削精密、超精密加工发展初期,磨削这种加工方法是被忽略的,因为砂轮中磨粒切削刃高度沿径向分布的随机性和磨损的不规则性限制了磨削加工精度的提高。随着超硬磨料砂轮及砂轮修整技术的发展,精密、超精密磨削技术逐渐成形并迅速发展。金属结合剂超硬磨料砂轮硬度高、强度大、保形能力强、耐磨性好,往往为精密和超精密磨削、成形磨削所采用。多层金属结合剂超硬砂轮在实际使用过程中遇到的突出问题是:磨料把持力低、易脱落;磨粒出刃难、出刃后出刃高度难以保持;磨料分布随机性强。针对磨粒把持力弱的问题,在磨粒表面镀上活性金属,通过活性金属与磨料和结合剂的化学反应与扩散作用,提高结合剂对磨料的把持力,如此诞生了镀衣砂轮。为解决磨粒出刃难的问题,引入孔隙结构诞生了多孔金属结合剂砂轮。电镀、高温钎焊砂轮对上述三个方面都有改善,这些新型超硬磨料砂轮均出现于20世纪90年代。微米级超精密真空板
- 微米级超精密测包机分度盘 2025-06-23
- 半导体加工超精密机器人零件 2025-06-23
- 飞秒激光超精密陶瓷叠层电容 2025-06-23
- 韩国加工超精密打孔 2025-06-23
- 纳米级超精密真空板 2025-06-23
- 日本加工超精密蚀刻 2025-06-23
- 高精度超精密无氧铜真空卡盘 2025-06-23
- 韩国加工超精密半导体流量阀 2025-06-23
- 超快超精密喷嘴 2025-06-23
- 微米级超精密真空板 2025-06-23
- 甘肃除湿联动装置厂家直销 2025-06-23
- 綦江区本地磁混凝推荐厂家 2025-06-23
- 十堰定位支撑缸哪家好 2025-06-23
- 宁夏EPS发泡机 2025-06-23
- 上海国内卷圆加工联系方式 2025-06-23
- 哪些防爆加湿机诚信合作 2025-06-23
- 苏州大型喷涂设备源头工厂 2025-06-23
- 无锡吊链除铁器作用 2025-06-23
- 南京金属材料无损检测怎么用 2025-06-23
- 广东同步电动推杆 2025-06-23