武汉液体包装机参考价
立式液体包装机是一种专为包装液体产品设计的自动化机械设备,主要用于食品、饮料、化工、医药等行业中液体产品的灌装和封口包装。它可以进行如下操作:灌装功能:精确测量并灌装不同类型的液体,如饮料、食用油、酱料、洗涤剂、药液等,灌装量可以根据需要进行精确设置和调整。包装材料处理:适用于各种包装材料,如塑料袋、塑料瓶、玻璃瓶、金属罐等,通过自动制袋、上袋、开袋、灌装、封口等一系列工序,实现液体产品的自动包装。智能控制:采用先进的PLC控制系统,配合人机交互界面,便于操作和参数设定,实现精确控制和数据记录。液体包装机的灌装精度可达到±1%,符合高标准的生产要求。武汉液体包装机参考价

主要用途,该机用于以聚乙烯塑料薄膜包装各种酱油、醋、料酒、白酒、消毒饮料、果汁、牛奶、酸奶、豆奶等液体产品。采用0.08mm聚乙烯薄膜,其成型、制袋、定量灌装、油墨印字、封口切断等过程全部自动进行,薄膜在包装前进行紫外线消毒,符合食品卫生的要求。异形袋液体包装机在液体产品包装过程中起到了提高生产效率、增加产品多样性、提升包装质量、环保节能以及提升品牌形象等多重作用。随着技术的不断进步和创新,异形袋液体包装机将在更多领域得到应用,为液体产品的包装提供更多可能性。云南昆明牛奶液体包装机哪家好液体包装机可以根据用户需求进行定制,满足不同客户的产品特点。
液体包装机的优点包括高效率、准确度高、操作简便、包装质量稳定等。它可以较大程度上提高生产效率,减少人力成本,并确保产品的一致性和卫生安全。需要注意的是,不同类型的液体产品可能需要不同的液体包装机来满足其特定的要求。在选择液体包装机时,应根据产品的性质、包装容器的类型和规格以及生产需求等因素进行综合考虑。随着工业技术的不断发展,包装机在各行各业中的应用越来越普遍。其中,液体给袋式包装机作为一种先进的包装设备,已经在食品、制药、化工等行业得到了普遍应用。
自动液体包装机的功能:1.计量准确:自动液体包装机采用计算机控制技术,具有高精度计量,可以满足小包装精度的要求,减少对原液浪费,降低成本。2.自动纵封横封:自动液体包装机可以实现液袋袋长、宽度自动调整,自动放料,自动纵封、横封,减少工作人员操作,且直观美观,包装效果好。3.自动分切:自动液体包装机可以自动完成分切、计数、码垛,从而提高包装准确性和效率,并大幅降低人工劳动强度。4.生产效率高:自动液体包装机采用机械自动送料、纵封、横封、自动分切等技术,能够满足高速生产线要求,提高生产效率,降低人工成本。液体包装机在集成化方面也有所进展,能够与其他液体包装机无缝对接。

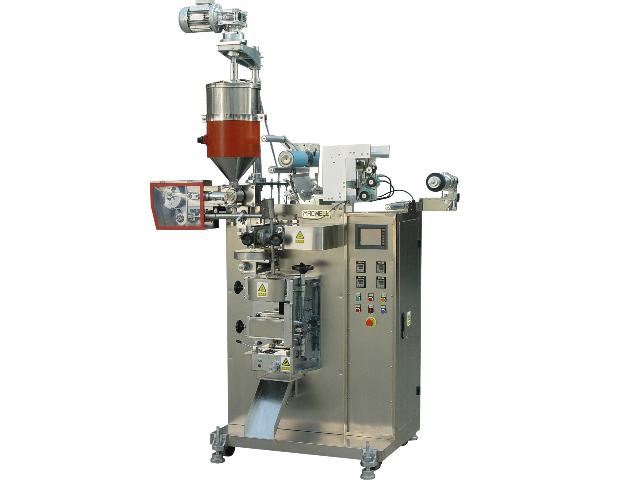
原理特点:本全自动液体包装机工艺流程部位,全部采用不锈钢制成,高位平衡罐或自吸泵定量充填,直热封切,制袋尺寸、包装重量、封切温度调节方便可靠,生产日期色带打印,边封、背封,光电跟踪。适用范围:全自动液体包装机以聚乙烯塑料薄膜包装各种酱油、食用醋、牛奶、料酒、白酒、消毒饮料、果汁、牛奶、酸奶、豆奶等液体产品。液体包装机是一种利用先进的包装技术对各种液态物品进行包装的设备。液体包装机普遍应用于食品、化妆品、医药等领域中,可以分为自动液体包装机和半自动液体包装机两类。液体包装机的精确灌装功能,能较大限度减少液体浪费,提高经济效益。云南昆明牛奶液体包装机哪家好
液体包装机的工作原理是通过泵吸引液体,然后将其精确灌装到容器中。武汉液体包装机参考价
在化工行业中,液体包装机同样发挥着重要的作用。液态化学品、农药、油漆等产品的包装需要满足严格的安全和环保要求。液体包装机通过精确控制灌装量、速度和温度等参数,确保产品包装的准确性和稳定性。同时,其自动化和智能化的特点也降低了人工操作的风险和误差,提高了生产过程的安全性和可靠性。医药行业是另一个液体包装机应用的重要领域。药品、疫苗等液态医药制剂的包装需要符合严格的标准和规定。液体包装机通过高精度的灌装和密封技术,确保药品在包装过程中的纯净度和稳定性。同时,其无菌、防尘、防潮等特性也保证了药品在储存和运输过程中的安全和有效性。武汉液体包装机参考价
- 江苏液体包装机批发 2025-07-30
- 江苏兴化半固态酱料包装机参考价 2025-07-30
- 安徽合肥奶茶粉小袋包装机生产厂家 2025-07-30
- 武汉固体酸奶液体包装机供应商 2025-07-30
- 河南安阳真空颗粒包装机多少钱一台 2025-07-29
- 浙江立式颗粒包装机厂家供应 2025-07-29
- 河南安阳背封酱料包装机多少钱一台 2025-07-29
- 河南芝麻酱酱料包装机定制价格 2025-07-29
- 武汉粉剂小袋包装机定制价格 2025-07-29
- 河南安阳粘剂液体包装机调试方法 2025-07-29
- 甘肃蒸发冷空调 2025-07-30
- 内蒙古浆液泵循环泵 2025-07-30
- 中山台达变频器VFD900CP43L-00 2025-07-30
- 镇江重型皮带输送机技术参数 2025-07-30
- 江苏新能源驱动器 2025-07-30
- 安庆全自动施肥机供应商 2025-07-30
- 南山区快速全自动锡膏印刷机品牌 2025-07-30
- 汕尾附近蒸发式冷气机进货价 2025-07-30
- 浙江大型回流比控制柜销售厂家 2025-07-30
- 江苏智能复合肥成套生产线设备 2025-07-30