原装进口轴找正仪电话
AS500热成像检测原理:仪器集成了嵌入式高像素红外热像仪。由于旋转轴不对中会导致联轴器摩擦增加,轴承等部位温度异常升高。热像仪通过检测物体表面的红外辐射能量,将其转化为温度分布图像,实时监测设备的温度变化。通过分析温度场,可辅助判断旋转轴的对中状态,与激光对中数据相互验证,如轴偏差达到一定数值时,对应轴承温度会有相应升高,从而更***地了解设备运行状况。振动分析原理:可选配的振动分析模块结合振动传感器,支持10Hz-10kHz频率范围的振动频谱分析。当旋转轴存在不平衡、不对中等故障时,会产生特定频率的振动。振动传感器捕捉振动信号,将其转换为电信号,经数据处理系统进行快速傅里叶变换(FFT)等分析,得到振动频谱。通过分析频谱中的特征频率,如不平衡通常表现为2倍转速频率异常,不对中表现为1倍转速频率幅值升高,从而识别旋转轴的机械故障,为轴的校准提供更多依据。数据处理与补偿原理:仪器内置的微处理器对激光测量、热成像和振动分析的数据进行综合处理。运用动态补偿算法,自动修正热膨胀误差和软脚偏差等因素对测量结果的影响。同时,根据预设的不对中公差标准,将测量数据与标准值进行对比,通过3D动态视图直观显示轴的对中状态。 ASHOOTER系列激光轴对中系统的高精度CCD探测器有哪些优势?原装进口轴找正仪电话
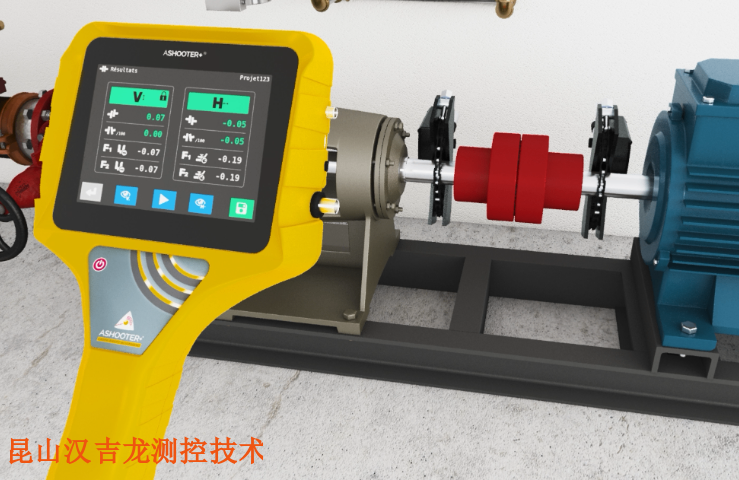
轴找正仪
AS500激光对中仪多维检测:集成嵌入式高像素红外热像仪与 500 万像素数字可视化摄像头,不仅能检测设备对中情况,还可同步监测设备温度分布与机械结构细节,实现故障隐患的多维度排查。可选配的振动分析模块及振动传感器,进一步拓展设备状态监测能力。便捷操作:实时动态校正模式让操作人员在调整设备过程中,即刻获取反馈,实现 “边调边测”。可编辑轴对中报告功能,支持在 PC 端通过 USB 输出进行数据处理与报告定制。无线传感器设计摆脱线缆束缚,使设备在复杂工况下的安装调试更加灵活高效。CCD轴找正仪供应商介绍-下ASHOOTER系列激光轴对中系统的智能补偿算法?
爱司500红外热成像:内置 FLIR Lepton 160×120 像素热像仪(测温范围 - 10℃~400℃),可提**-6 个月发现轴承过热、电机绕组故障等隐患。例如,当轴偏差达 0.3mm 时,对应轴承温度通常升高 15℃,热成像能实时定位热点区域并与激光数据联动验证。振动分析:可选配的 VSHOOTER + 模块支持 10Hz-14kHz 频谱分析,通过 FFT 算法识别不平衡(2X 频率异常)、不对中(1X 幅值升高)等机械故障。例如,某压缩机对中偏差 0.5mm 时,振动速度达 12mm/s(超标),结合热成像和激光数据可快速定位问题根源。
产品优势:操作简便:界面图形显示,向导式操作,对中过程简单、快捷,还有 3D 动画同步实时显示,过程直观、明确。测量精细:配备高精度激光传感器,测量分辨率高,能实现精细对中检测。续航持久:具有快速充电技术,充电半小时可工作 6 小时,部分型号续航能力可达 8 小时,满足工业场景需求。应用领域:广泛应用于能源电力、化工、机械制造、冶金、船舶等行业。例如在能源电力行业可精细校准发电机组等大型设备,减少因不对中导致的振动与能耗;在化工行业可应对泵、压缩机等设备的复杂工况,及时发现潜在故障。AS500旋转轴校心仪与其他品牌的旋转轴校心仪相比有什么优势?

激光轴同心度检测仪(如ASHOOTER系列)的测量误差计算需结合设备原理、测量参数及误差来源,通过多维度分析评估,**终得到综合误差结果。以下从误差来源、计算步骤、关键参数及实例说明四部分详细介绍:一、测量误差的**来源激光轴同心度检测仪的测量误差由系统误差、随机误差和环境误差共同构成,具体包括:系统误差:设备固有精度(如激光波长稳定性、CCD探测器分辨率)、夹具安装偏差(夹爪与轴的同心度误差)、基准轴校准偏差等。随机误差:多次测量中因振动、气流扰动、操作手法细微差异导致的数值波动。环境误差:温度变化(导致工件/设备热胀冷缩)、湿度(影响激光传播)、电磁干扰(影响传感器信号)等。三、实例说明以ASHOOTERAS500测量某钢轴(长度L=500mm)为例:标准件对比:标准轴径向偏差,测量值→Δ_系统_r=。5次重复测量径向偏差:、、、、→μ_r=,σ_r≈→Δ_随机_r=3×≈。环境温差Δt=5℃→Δ_T=×10??/℃×500mm×5℃≈→Δ_环境_r≈。总径向误差=√(2+2+2)≈。四、注意事项优先通过标准件校准(如已知偏差的精密轴)验证设备误差,减少系统误差影响。多次测量时需保持环境稳定(温度波动≤2℃,振动≤),降低随机误差和环境误差。HOJOLO轴对中同步仪。海南电机轴找正仪
长轴系校准难题:轴激光对中仪的分段测量法。原装进口轴找正仪电话
ASHOOTERAS500激光轴同心度检测仪的操作流程主要包括操作前准备、设备安装、测量操作、结果分析与调整以及报告记录等步骤,具体如下:操作前准备:仔细阅读产品手册,熟悉设备功能和操作步骤。检查设备外观是否有损坏,确保激光发射器、接收、主机等部件正常。准备好磁性支架、坚固链条、测量单元、显示单元、卷尺等工具。同时,停机并切断动力源,悬挂“禁止合闸”警示牌,用无水乙醇擦拭轴及联轴器法兰,去除油污、锈迹。若设备为热态运行,需输入材料膨胀系数,启用热膨胀补偿算法。设备安装:使用磁性支架将带有M标记的测量单元紧固在可移动机器的一端,带有S标记的测量单元安装在固定机器的一端。将测量单元通过电缆连接到显示单元,确保电缆标识与显示单元接口标识对应。利用测量单元上的水平仪找平,调整两个测量单元上的小水平仪的气泡到中心位置。测量操作:开机后,根据显示屏提示输入机器的尺寸,包括两个测量单元之间的距离、测量单元与地脚螺栓之间的距离等。将轴转动到9点钟方向、3点钟方向、12点钟方向的位置,观察激光光束是否有相对偏移。按照屏幕上的图形化操作指引进行测量,仪器会自动采集数据。结果分析与调整:测量完成后。 原装进口轴找正仪电话
- 电机轴找正仪制造商 2025-07-31
- 三合一激光对中仪器写论文 2025-07-31
- 云南瑞典轴找正仪 2025-07-31
- 多功能轴找正仪批发 2025-07-31
- 吉林法国轴找正仪 2025-07-31
- 广东瑞典轴找正仪 2025-07-31
- 便宜激光对中仪器怎么做 2025-07-31
- 汉吉龙测控激光对中仪器厂家 2025-07-31
- 自主研发轴找正仪电话 2025-07-31
- 汉吉龙轴找正仪写论文 2025-07-31
- 长沙移动测绘全源融合时空智能敏捷开发平台功能 2025-07-31
- 广东激光测距仪产品介绍 2025-07-31
- 东莞显色指数光谱仪专业设备 2025-07-31
- 株洲亚德克电磁阀找哪家 2025-07-31
- 上海PP 隔膜压力表哪家好 2025-07-31
- 苏州万级尘埃粒子 2025-07-31
- 浙江导波雷达液位计厂家 2025-07-31
- 滨湖区制造过热蒸汽流量计维保 2025-07-31
- 苏州Agilent光衰减器品牌排行 2025-07-31
- 青浦区国内通讯设备平台 2025-07-31