浙江DN2900弯头定制
焊接弯头的制作工艺具有较高灵活性。它通常采用管材切割、弯曲后再进行焊接成型的方式。在制作过程中,根据不同的管径、壁厚和弯曲角度要求,选择合适的管材作为基础材料。对于管径较小、壁厚较薄的弯头,可采用冷弯技术,通过机械装置直接对管材进行弯曲,再将接口处精确焊接,这种方式能较好保留材料原有性能;而对于管径较大、壁厚较厚的弯头,多采用热弯工艺,先将管材加热至合适温度,使其塑性增强,完成弯曲后,运用专业的焊接技术将各部分拼接固定。焊接工艺上,可选用氩弧焊、电弧焊等多种方式,根据材料特性和使用要求进行选择。这种多样化的制作工艺,使得焊接弯头能够满足不同工程对管道配件的定制化需求,无论是标准规格还是特殊尺寸,都能通过焊接工艺实现生产。锻造弯头的应用覆盖多个行业领域。浙江DN2900弯头定制
螺纹弯头的主要功能是改变管道的流向,使流体能够在管道系统中顺利流动。其设计可以减少流体在管道内的阻力,从而提高流体输送的效率。螺纹弯头的特点包括良好的机械性能和尺寸精度,能够生产复杂的几何形状。此外,螺纹弯头的内壁光滑,进一步减少了流体阻力,提高了流体输送效率。螺纹弯头的连接部位采用精确的加工工艺,确保了管道连接的密封性和牢固性。在实际应用中,螺纹弯头可以根据不同的管道直径和压力要求进行定制,满足各种复杂的管道系统需求。浙江DN2900弯头定制固溶弯头的质量保障贯穿生产全流程。

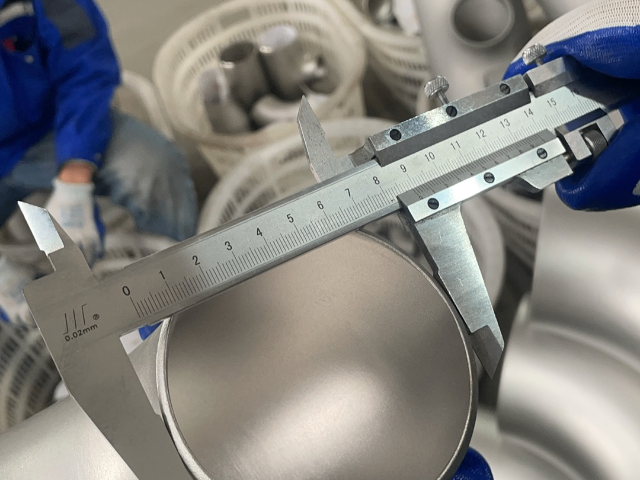
无缝管弯头的质量把控是确保其性能的关键环节。从原材料的选购开始,就对无缝钢管的化学成分、力学性能进行严格检测,确保材料符合使用标准。在制造过程中,每一道工序都设置质量控制点,通过无损检测技术,如超声波探伤、涡流探伤等,对弯头内部进行检测,排查是否存在裂纹、砂眼等缺陷。成型后的弯头需进行压力测试,将其置于模拟工作压力环境下,检验其承压能力和密封性,压力测试的压力值通常高于实际工作压力,以确保足够的安全余量。此外,还会对弯头的尺寸进行精确测量,检查管径、壁厚、弯曲角度等参数是否符合设计要求,只有通过系统质量检验的无缝管弯头,才能投入使用,保障管道系统的安全运行 。
锻造弯头的生产工艺以严谨著称。其制造过程始于对原材料的严格筛选,通常选用高质量的管材或钢坯,为弯头的性能奠定基础。锻造环节主要采用模锻、自由锻等方式,在高温环境下,通过强大的压力使金属材料发生塑性变形,贴合模具形状逐步成型。模锻工艺适用于批量生产规格统一的弯头,利用高精度模具保证产品尺寸的一致性;自由锻则更具灵活性,可根据特殊设计要求塑造出非标准形状。锻造过程中,反复的锤击与挤压促使金属内部晶粒细化,组织结构更加致密,消除原材料可能存在的疏松、气孔等缺陷。成型后,还需经过热处理工序,通过退火、正火等操作,进一步改善材料的机械性能,提升锻造弯头的整体质量与稳定性,确保其能在复杂工况下可靠使用。螺纹弯头的主要功能是改变管道的流向,使流体能够在管道系统中顺利流动。

承插弯头的安装要点影响着连接效果和使用安全。安装前,需仔细清理承口和插口表面,去除油污、铁锈等杂质,确保连接部位清洁,以增强焊接或密封效果。将管道插入承口时,要保证插入深度符合规定要求,使两者紧密贴合,避免出现缝隙。采用焊接方式连接时,需由专业人员操作,选择合适的焊接工艺和参数,保证焊缝均匀、牢固,防止出现气孔、裂纹等焊接缺陷。若使用密封材料填充接口,要根据介质特性选择合适的密封材料,并确保填充均匀,达到良好的密封效果。安装完成后,还需对接口进行检查,确保连接牢固、密封可靠。无缝管弯头的制造工艺融合了多种先进技术。浙江不锈钢321弯头报价
热压弯头的主要功能是改变管道的流向,使流体能够在管道系统中顺利流动。浙江DN2900弯头定制
承插弯头的连接原理基于独特的插入式设计。它一端为承口,另一端为插口,安装时将管道的一端插入承插弯头的承口内,使两者紧密配合,再通过焊接或填充密封材料的方式固定接口。这种连接方式能够有效增加接口处的接触面积,分散受力点,减少因局部应力集中导致的损坏风险。同时,承插结构使得管道与弯头的对中更加容易,降低了安装难度,即使在空间狭小的环境中,也能较为方便地完成安装,为管道系统的搭建提供了灵活且可靠的连接方式。浙江DN2900弯头定制
- 不锈钢022CR19NI10封头厂家推荐 2025-07-30
- 双相钢SF2205三通定做 2025-07-30
- DN10封头供应商推荐 2025-07-30
- 浙江46寸封头定制 2025-07-30
- 浙江不锈钢F304H弯头多少钱 2025-07-30
- 浙江不锈钢WP304法兰盲板价钱 2025-07-30
- DN2900弯头批发 2025-07-30
- 浙江1寸弯头供应商推荐 2025-07-30
- 浙江34寸弯头解决方案 2025-07-30
- 1-1/4寸法兰盲板哪家靠谱 2025-07-30
- EJC-32A电动高速多针束气錾价格 2025-07-30
- 工作台桌子 2025-07-30
- 天津小扭力电动螺丝刀 2025-07-30
- 防水浮动螺母购买 2025-07-30
- 江苏美国HUCK虎克HK432-2液压站 2025-07-30
- 天津内冷钻头厂家现货 2025-07-30
- 北京半牙螺栓厂家 2025-07-30
- 湖南石英石洗衣池模具厂家价格 2025-07-30
- 广州曲线磨CBN砂轮排名 2025-07-30
- 上海应急电源巡检柜品牌 2025-07-30