安徽碳钢法兰定制价格
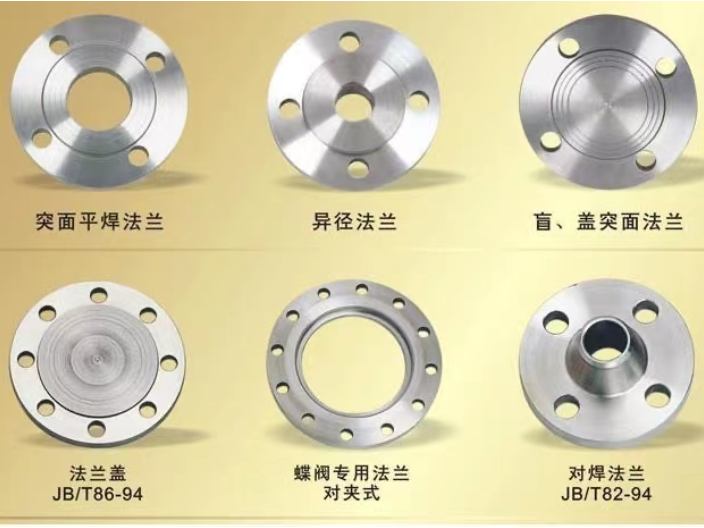
对焊法兰不易变形,密封好,应用普遍,有相应的刚性与弹性要求和合理的对焊减薄过渡,焊口离接合面距离大,接合面免受焊接温度变形的优点,它采取比较复杂的嗽叭形体结构,适用于压力或温度大幅度波动的管线或高温、高压及低温的管道,一般用于PN大于2.5MPa的管道及阀门的连接;也用于输送价格昂贵、易燃、易爆介质的管路上。连接形式:单面焊接,双面螺母连接。产品特点:外形美观,表面平整光滑,耐酸碱,抗防腐,质感性能强。生产工艺:亚氧炉开料,整体锻打或者成品锻压切削成型。带颈平焊法兰因为有个短颈,从而提高了法兰的强度改善了法兰的承载力度,可以用于更高压力的管道上。安徽碳钢法兰定制价格
法兰面应该做怎样的处理?而为了更高质量进行密封又需要保证什么呢?为确保法兰与垫圈和配对法兰完美配合,法兰表面区域需要一定的粗糙度(只限 RF 和 FF 法兰表面处理)。法兰面表面的粗糙度类型定义了“法兰面光洁度”的类型。常见类型有库存、同心锯齿、螺旋锯齿和光滑法兰面。钢法兰有四种基本表面光洁度,但是,任何类型的法兰表面光洁度的共同目标是在法兰表面上产生所需的粗糙度,以确保法兰、垫圈和配合法兰之间的牢固匹配从而提供高质量的密封。三明法兰市价法兰蝶阀的蝶板内孔选用球形,提升了密封性能,延长了闸阀的使用期,在压力下维持零泄漏5万次以上。

承插焊法兰一般将管道插入法兰内进行焊接,对焊是用对接焊法兰,将管道与对接面进行对接焊,承插焊口无法进行射线探伤,对接焊可以,所以对于焊口检测要求高的建议用对接焊法兰。一般对焊要求比承插焊要求高,焊接后质量也好,但检测手段相对严格。对焊要做射线探伤,承插焊做磁粉或渗透检测就可以了(像碳钢做磁粉,不锈钢做渗透) 。如果管路内流体对焊接要求不高,建议用承插焊,检测方便。承插焊接的连接形式主要用于小口径阀和管道、管件和管道焊接。
平板法兰与带瓶颈法兰有很多不同之处。1.焊接方式是不同的:平焊和对焊是法兰和管道连接时的焊接方式,平焊法兰焊接时只需单面焊接,平焊的是比较好焊接的,因为管子和法兰好对垂直,管子不会斜。对焊法兰的焊接安装需要法兰双面焊,需要焊接管道和法兰连接的内口(也不是所有对焊法兰的都需要内外双面焊,没有要求一般是外面焊一道)。对焊法兰因为多一道工序,安装费,人工费和辅材费要高点,,对焊的焊接性能比较好,腐蚀比较小,采用对焊法兰是为了减少应力集中。2.公称压力不同不锈钢法兰:带颈平焊法兰的适应的压力等级较带颈对焊法兰低些。带颈平焊法兰一般用于低、中压管道,公称压力为:0.6--4.0MPa的,而带颈对焊法兰用于中、高压管道的连接,公称压力为:1.0--25.0MPa等级的,一般是用于PN2.5MPa压力以上。松套法兰属松式法兰是翻边配合可活动的法兰片。
承插焊法兰的质量不错,但是检测手段相较于其他法兰会稍许严格些,对接焊需要用X光进行检查,承插焊可用于磁性颗粒或渗透性测试(碳粉,穿透性碳钢)例如不锈钢,如果管道中的流体对焊接的要求不高,使用承插焊法兰会比较能达到预期,方便检测的连接类型主要是小直径的阀门和管道,用于管接头和管道焊接,小直径的管道通常壁薄,容易发生边缘错位和烧蚀,并且难以对接焊接,适合于承插焊和承插口。此外焊接承插口由于其补强作用而常在高压下使用。软密封的双重优点,具有零泄漏疼痛的密封性能。福建法兰精选厂家
松套法兰可以利用翻边、钢环等把法兰套在管端上,使法兰可以在管端上活动。安徽碳钢法兰定制价格
钢制管法兰 类型与参数GB/T 9113-2010 整体钢制管法兰GB/T 9114-2010 带颈螺纹钢制管法兰GB/T 9115-2010 对焊钢制管法兰GB/T 9116-2010 带颈平焊钢制管法兰GB/T 9117-2010 带颈承插焊钢制管法兰GB/T 9118-2010 对焊环带颈松套钢制管法兰GB/T 9119-2010 板式平焊钢制管法兰GB/T 9120-2010 对焊环板式松套钢制管法兰GB/T 9121-2010 平焊环板式松套钢制管法兰GB/T 9122-2010 翻边环板式松套钢制管法兰GB/T 9123-2010 钢制管法兰盖GB/T 9124-2010 钢制管法兰 技术条件本标准规定的压力标记分为PN标记和Class标记
通常一些无良商家会减少法兰盘厚度、外径两项尺寸来达到节省材料的目的,还有用废旧钢材或边角料钢材加工法兰,通常这种钢材是化学成分和力学性能不达标的废料,更有甚者用黑钢厂私炼钢生产法兰,这种私炼钢使用的炼钢技术陈旧无法保证力学性能和焊接性能,使用时有可能无法和钢管焊接 安徽碳钢法兰定制价格
- 萍乡对焊法兰精选厂家 2025-06-03
- 河南凹面法兰哪家好 2025-06-02
- 江苏304L法兰平台 2025-06-02
- 316L法兰行价 2025-06-02
- 上海不锈钢法兰工作原理 2025-06-02
- 江苏锻压对焊法兰定制加工 2025-06-02
- 316L对焊法兰工作原理 2025-06-02
- 常州凸面法兰精选厂家 2025-06-02
- 无锡双相钢对焊法兰行价 2025-06-02
- 安徽榫面法兰公司 2025-06-02
- 浙江蓝白锌大圆头马车螺栓厂家推荐 2025-06-04
- 无锡双table汽车电子产品压接机生产 2025-06-04
- 建邺区常见会议管理系统 2025-06-04
- 吉林刚玉辊式破碎机哪家好 2025-06-04
- 节能冷却塔哪里能买 2025-06-04
- 四川通讯行业线路板清洗机 2025-06-04
- 南京哪里有工装夹具哪家好 2025-06-04
- 新款专业生产三相电机联系方式 2025-06-04
- 温州大型卷筒加工 2025-06-04
- 湛江链式输送机电话 2025-06-04