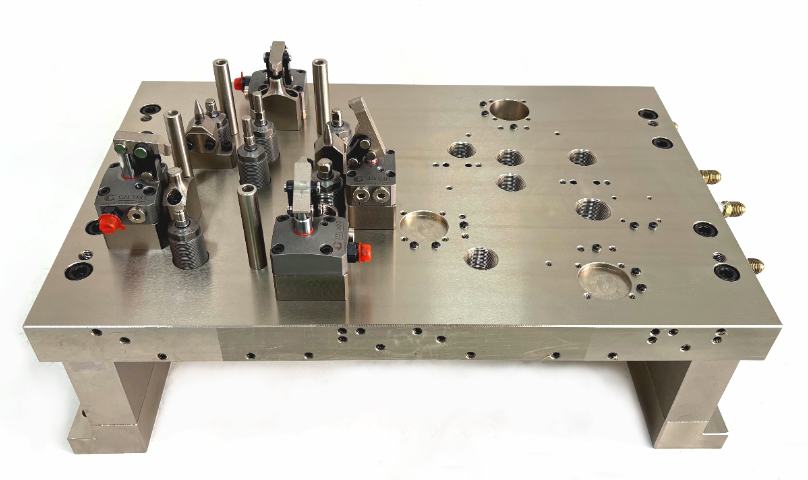
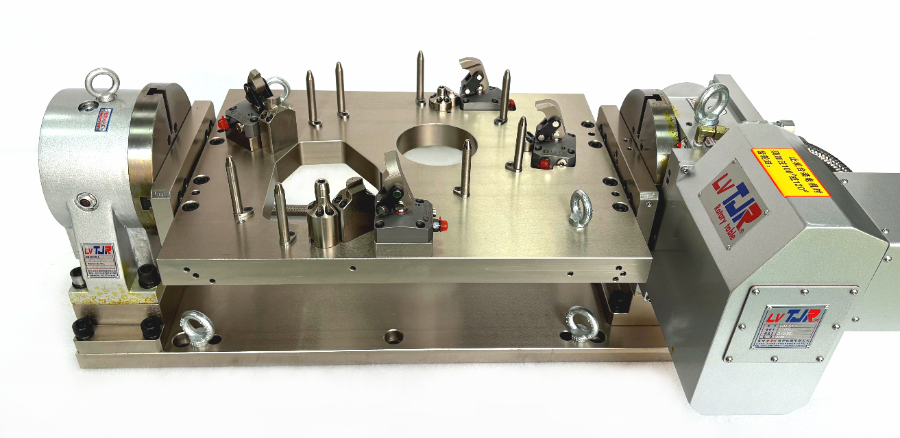
天津车削夹具设备
倘若从驱动方式的维度来审视,夹具又可细分为手动夹具、气动夹具、液压夹具以及电动夹具等多个类别。手动夹具以其结构简洁、成本低廉的优势,在一些对装夹速度要求相对不高的单件小批生产场景中,仍占据着一席之地。然而,其装夹速度较慢、劳动强度较大的短板也较为明显。气动夹具则借助压缩空气这一高效动力源,实现了动作的迅速响应与操作的便捷流畅,在自动化生产线的快节奏运作中,成为备受青睐的得力助手。液压夹具凭借其强大的输出力以及夹紧过程的平稳可靠性,在重型机械加工领域大放异彩,能够轻松应对大型工件加工时所需的巨大夹紧力。车间里常见的那种手动夹具,操作简单方便,只需轻轻一拧,就能快速将工件夹紧,提高作业效率。天津车削夹具设备
在汽车制造行业,焊接夹具的作用举足轻重。汽车车身由众多复杂形状的零部件焊接而成,对焊接精度和生产效率要求极高。焊接夹具通过精确的定位和可靠的夹紧,确保车身零部件在焊接过程中的位置准确,保障车身尺寸精度,提高汽车的安全性和舒适性。例如,在汽车白车身焊接中,高精度焊接夹具配合自动化焊接设备,实现了多工位同时焊接,大幅提高了生产效率。此外,汽车制造对焊接夹具的轻量化设计需求也在增加,以降低生产成本,推动汽车制造技术不断进步。?南阳气检夹具厂家直销可调节装配夹具,能适配多种尺寸规格的零件,灵活满足不同产品的装配需求。
定位精度是焊接夹具设计的重心要素。在实际操作中,要根据焊件的几何形状、尺寸公差和焊接要求,合理选择定位元件,并优化定位点分布。以焊接高精度的平板类焊件为例,采用平面定位与圆柱销定位相结合的方式,能有效限制焊件的自由度,减少定位误差。同时,夹紧力的调控不容忽视。过大的夹紧力可能导致焊件变形,影响焊接精度;过小的夹紧力则无法保证焊件在焊接过程中的稳定性。此外,夹具的结构需具备足够刚性,以抵抗焊接过程中产生的热应力和机械应力,确保焊件定位准确。?
铣削夹具的设计与制造需要多学科知识的融合。机械设计、材料科学、力学等学科知识在夹具设计中都有着重要的应用。例如,在夹具的结构设计中,需要运用机械设计知识,确保夹具的结构合理;在材料选择中,需要运用材料科学知识,选择合适的材料,保证夹具的性能;在夹紧力计算中,需要运用力学知识,确保夹紧力的大小和方向合适。?在铣削加工过程中,工件的装夹方式对加工精度和效率有着重要影响。铣削夹具通过合理的装夹设计,能够实现工件的快速定位和夹紧,提高加工效率。同时,正确的装夹方式能够保证工件在加工过程中的稳定性,减少加工误差。例如,对于形状复杂的工件,采用特殊的装夹方式,能够充分利用夹具的定位和夹紧功能,实现高精度加工。多工位气动夹具维护简单,关键部件耐用,降低设备故障率,保障生产持续进行。
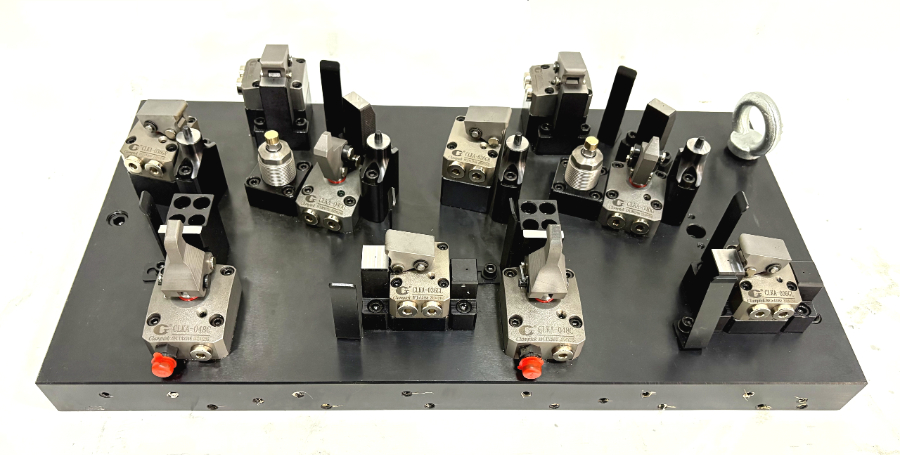
随着市场竞争加剧,企业对焊接夹具的性能要求越来越高。除了高精度、高效率外,还要求夹具具有良好的通用性和可扩展性。通用焊接夹具能降低企业夹具采购成本,可扩展焊接夹具能适应企业产品的更新换代。因此,在焊接夹具设计中,需充分考虑夹具的通用性和可扩展性,通过模块化设计,实现夹具的快速组装和调整,满足企业不同的生产需求,提升企业市场竞争力。?在焊接过程中,焊件的装夹方式对焊接精度和效率影响明显。焊接夹具通过合理的装夹设计,能实现焊件的快速定位和夹紧,提高焊接效率。同时,正确的装夹方式能保证焊件在焊接过程中的稳定性,减少焊接变形。例如,对于形状不规则的焊件,采用特殊装夹方式,能充分利用夹具的定位和夹紧功能,实现高精度焊接。因此,在设计焊接夹具时,需根据焊件的形状和焊接要求,选择合适的装夹方式,提高焊接质量和效率。?多工位气动夹具采用气压驱动,能同时装夹多个工件,大幅提升加工效率,适用于批量生产。深圳非标夹具夹具系统原理
利用气压均匀施力,多工位气动夹具能稳定夹持不同形状工件,确保加工精度与一致性。天津车削夹具设备
在铣削加工中,切削参数的选择与铣削夹具密切相关。合理的切削参数能够提高加工效率,降低刀具磨损,同时也能减轻夹具的负担。例如,选择合适的切削速度、进给量和切削深度,能够减少铣削力,降低夹具的振动和变形。因此,在实际生产中,需根据夹具的性能和工件的材料。随着工业互联网的发展,铣削夹具的管理也逐渐向数字化方向发展。通过建立夹具管理系统,实现夹具的信息化管理。夹具管理系统能够记录夹具的使用情况、维护记录和库存信息,方便企业对夹具进行管理和调度。同时,通过数据分析,能够预测夹具的使用寿命,提前进行维护和更换。天津车削夹具设备
- 六安小型液压站 2025-06-13
- 湖南焊接工装夹具厂家直销 2025-06-13
- 湖北多工位气动夹具夹具定做 2025-06-13
- 无锡夹钳夹具设计 2025-06-13
- 苏州液压站品牌 2025-06-13
- 丽水两路液压站 2025-06-13
- 渭南装配夹具价格 2025-06-13
- 液压站采购 2025-06-13
- 西安液压站品牌 2025-06-13
- 天津零点定位夹具定做 2025-06-13
- 温州中走丝线切割推荐厂家 2025-07-17
- 宁夏厨房用水提升泵产品介绍 2025-07-17
- 山东弯头性能 2025-07-17
- 佛山变电站供电站用防爆空调 2025-07-17
- 上海特氟龙喷涂加工 2025-07-17
- 河源六轴发那科机器人减速机 2025-07-17
- 徐汇区哪里有真空镀膜机 2025-07-17
- 广西耐用三菱防静电pvc板在线咨询 2025-07-17
- 福建异形加工件 2025-07-17
- 金华空气压缩机生产厂家 2025-07-17