浙江鸡蛋包装机
针对医药、保健品等高洁净度要求行业,浙瑞科技推出的医用级真空包装机采用全不锈钢机身与食品级硅胶密封件,符合GMP认证标准。设备内置紫外线杀菌模块与空气过滤系统,确保包装环境菌落数低于10CFU/m3。其"无接触式"包装技术,通过机械臂抓取产品,避免人工污染风险。在某药企的实际应用中,该设备将产品保质期从6个月延长至18个月,同时降低了30%的次品率,成为医疗包装领域的设备。采用模块化设计,支持快速换模,20分钟内即可完成不同规格包装切换,满足客户多品类生产需求。全自动包装机,就选浙瑞包装科技,用户的信赖之选,有需要可以联系我司哦!浙江鸡蛋包装机
我们的给袋式包装机在技术创新上不断突破,致力于为客户提供更加智能、高效的包装解决方案。通过引入人工智能和大数据技术,我们成功实现了给袋式包装机的智能化升级。现在,客户可以通过手机或电脑远程监控设备的运行状态,实时查看包装数量、合格率等关键数据。同时,给袋式包装机还具备自我学习和优化的能力。它能够根据客户的生产需求,自动调整包装参数,以达到包装效果。这种智能化的设计,不仅提高了设备的利用率,还降低了人工干预的成本,为客户带来了经济效益。嘉兴液体包装机全自动包装机,就选浙瑞包装科技,用户的信赖之选,欢迎您的来电哦!

给袋式包装机在医药行业的应用也具有重要意义。医药行业对产品的安全性和有效性要求极高,给袋式包装机以其无菌、防潮、防尘的特性,保障了药品的品质和安全性。其计量和控制系统,能够确保每个包装内的药品数量准确无误。同时,给袋式包装机还支持多种包装形式的切换,如瓶装、袋装等。这种多样化的包装形式不仅满足了不同药品的保存需求,还提高了药品的市场竞争力和患者用药的便捷性。在医药行业追求品质、高效率的现在,给袋式包装机无疑成为了重要的保障设备。
自动包装机及其组成结构的设计要求1.选择适宜的自动包装机零件的加工精度和加工光洁度等级;2.尽量选用标准零部件,3.零件的结构形状、尺寸尽可能的多次重复;4.根据自动包装机的职能、使用要求,选择工艺技术的机构与之适应,5.自动包装机和机构的结构零件数宜尽量少,6.自动包装机结构零件的几何形状简单,7.自动包装机零件的加工和装配的劳动量要少,材料利用率高;自动包装机设计中的经济效益要求所设计的自动包装机在使用中的经济与自动包装机的效率和使用经济性有关。全自动包装机,就选浙瑞包装科技,用户的信赖之选,有需求可以来电咨询!
全自动液体包装机特点:专门针对液体物料:对于液体的灌装和包装具有特殊的设计和装置,能够确保液体物料的准确灌装,防止泄漏和滴漏。包装形式多样:可根据液体产品的特点和需求,采用不同的包装形式,如袋装、瓶装、罐装等。优势:高效包装液体产品:在液体产品的包装方面具有较高的效率,能够快速完成包装过程,满足液体产品生产企业的大规模生产需求。保证产品质量:通过精确的计量和密封技术,保证液体产品的包装质量,延长产品的保质期。全自动包装机,就选浙瑞包装科技,欢迎客户来电!深圳泥巴蛋自动包装机
全自动包装机,就选浙瑞包装科技,让您满意,欢迎您的来电哦!浙江鸡蛋包装机
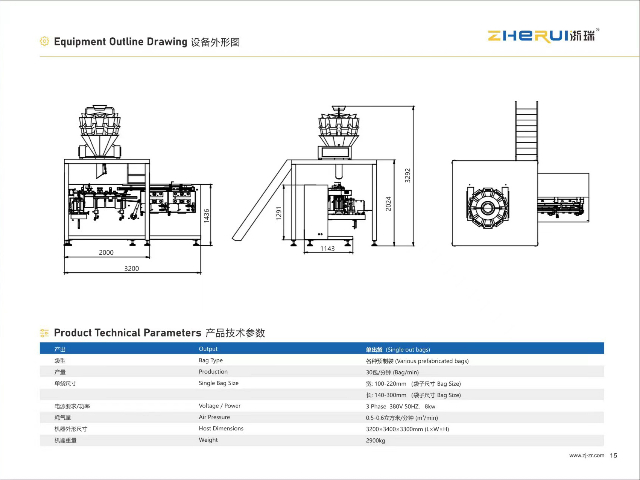
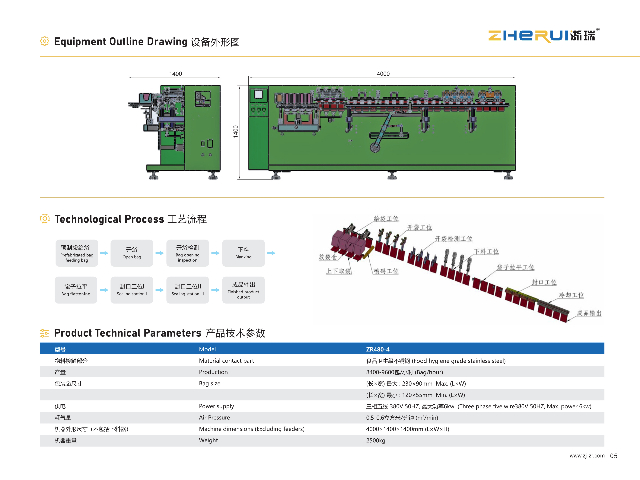
全自动包装机通过AI视觉识别、伺服驱动技术和物联网平台,实现从物料抓取、计量、填充到封箱的全流程自动化。其**优势在于:1)每分钟完成120-200次包装循环,效率提升400%;2)误差率控制在±0.5mm,杜绝人工操作失误;3)支持200+种包装规格一键切换,柔性生产线适应个性化需求。某食品企业引入后,单条产线人力成本下降65%,年综合效益突破800万元。针对GMP认证要求,医药级全自动包装机采用316L不锈钢机身+全密闭设计,配备紫外线杀菌模块和尘埃粒子计数器。其独特的螺杆分装机头可精细分装0.1-500ml液态药品,配合在线称重系统实现100%质量追溯。某药企使用后,通过欧盟CE认证周期缩短40天,包装材料损耗率从3.2%降至0.8%。浙江鸡蛋包装机
- 天津松花蛋包装机 2025-07-09
- 南京给袋式包装机 2025-07-09
- 南京鸡蛋全自动包装机 2025-07-09
- 泥巴蛋自动包装机哪家好 2025-07-09
- 龙港市水平包装机 2025-07-09
- 咸鸭蛋全自动包装机品牌排行 2025-07-09
- 龙湾区全自动包装机 2025-07-09
- 全自动包装机电话 2025-07-09
- 龙湾区固体包装机 2025-07-09
- 龙港市泥巴蛋全自动包装机 2025-07-09
- 斜齿轮减速机来图定制 2025-07-09
- 上海食堂洗碗机售后 2025-07-09
- 淮南浙江大明一体机组销售电话 2025-07-09
- 广东食品裹包机 2025-07-09
- 无锡多功能行星减速机零售价 2025-07-09
- 马达主观杂音识别自动测试机 2025-07-09
- 蜜果缘售货机运营 2025-07-09
- 汕尾多功能粘合机厂家现货 2025-07-09
- 四川铝合金桥架联系电话 2025-07-09
- 陶瓷3D打印机粉末挤出打印工艺 2025-07-09