江苏水平给袋式包装机
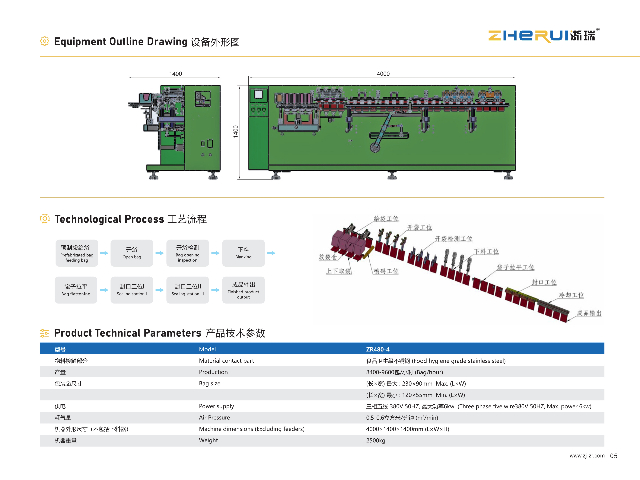
全自动包装机通过AI视觉识别、伺服驱动技术和物联网平台,实现从物料抓取、计量、填充到封箱的全流程自动化。其**优势在于:1)每分钟完成120-200次包装循环,效率提升400%;2)误差率控制在±0.5mm,杜绝人工操作失误;3)支持200+种包装规格一键切换,柔性生产线适应个性化需求。某食品企业引入后,单条产线人力成本下降65%,年综合效益突破800万元。针对GMP认证要求,医药级全自动包装机采用316L不锈钢机身+全密闭设计,配备紫外线杀菌模块和尘埃粒子计数器。其独特的螺杆分装机头可精细分装0.1-500ml液态药品,配合在线称重系统实现100%质量追溯。某药企使用后,通过欧盟CE认证周期缩短40天,包装材料损耗率从3.2%降至0.8%。浙瑞包装科技的全自动包装机值得放心。江苏水平给袋式包装机
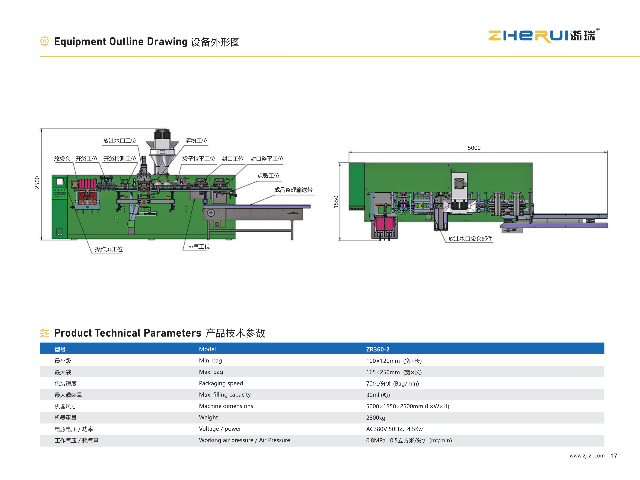
全自动液体灌装机采用磁悬浮柱塞泵,灌装精度达±0.5%,支持0.1-5000ml全量程覆盖。其非接触式液位检测技术,避免传统机械探针污染风险。某化妆品企业应用后,每小时处理12000瓶,产品合格率提升至99.99%,生产场地节省70%。VFFS机型通过卷材膜直接制袋,节省预制袋仓储成本30%以上。其伺服驱动成型器可适应三边封、四边封、自立袋等10种袋型,配合激光打孔装置实现呼吸阀精细加工。某宠物食品公司使用后,包装材料成本下降18%,订单交付周期缩短25天。福建泥巴蛋包装机全自动包装机,就选浙瑞包装科技,让您满意,期待您的光临!

给袋式包装机安全操作规程:接通电源,对包装机进行预热,检查机器的活动元件运行是否稳定,膜袋、色带、打印、热封等部位,光电、接近开关及空气压力、真空度是否正常。6.给袋式包装机运行时,确保机门关闭,接线盒或控制板外防护罩齐全,避免身体接触活动装置、输送带或热封器及周边部件,防止被卷入或高温烫伤,严禁将手伸入机身防护罩内或触摸运动部件。7.给袋式包装机运行时,不准进行任何调整、维修作业,运行中产生异常声响时,应立即停机处理。8.给袋式包装机运行过程中故障报警灯亮,包装机自动停机,解除报警后,重新按程序进入生产模式;若遇到不报警故障,机器仍在运行,应先按急停按钮停机后,再排除故障。9.工作中应用干净的手操作触摸屏,不准用硬物、尖物碰撞触摸屏,操作时严禁用力过猛,做到轻按轻放,注意清洁保护。10.机器周围要保证足够的操作空间,且不准堆放杂物。要保持车间地板的清洁,避免油污、水渍,以免滑倒。11.工作结束,及时切断给袋式包装机电源。
自动包装机及其组成结构的设计要求1.选择适宜的自动包装机零件的加工精度和加工光洁度等级;2.尽量选用标准零部件,3.零件的结构形状、尺寸尽可能的多次重复;4.根据自动包装机的职能、使用要求,选择工艺技术的机构与之适应,5.自动包装机和机构的结构零件数宜尽量少,6.自动包装机结构零件的几何形状简单,7.自动包装机零件的加工和装配的劳动量要少,材料利用率高;自动包装机设计中的经济效益要求所设计的自动包装机在使用中的经济与自动包装机的效率和使用经济性有关。全自动包装机,就选浙瑞包装科技,用户的信赖之选,有需求可以来电咨询!
给袋式包装机在化工行业的应用同样广。化工行业的产品种类繁多,对包装的要求也各不相同。给袋式包装机以其适应性和灵活性,能够满足不同化工产品的包装需求。其先进的送袋系统和定位技术,能够确保化工产品在包装过程中的稳定性和安全性。同时,给袋式包装机还支持多种包装形式的切换,如桶装、罐装等。这种多样化的包装形式不仅满足了不同化工产品的保存需求,还提高了产品的市场竞争力和企业的经济效益。化工行业追求品质、高效率,给袋式包装机无疑成为了重要的生产设备。浙瑞包装科技全自动包装机值得用户放心。金华给袋式颗粒包装机
浙瑞包装科技是一家专业提供全自动包装机的公司,期待您的光临!江苏水平给袋式包装机
全自动颗粒包装机:特点:针对颗粒物料设计:具有适合颗粒状物料的输送、计量和包装装置,能够保证颗粒物料的顺利装填和包装。包装速度较快:对于颗粒物料的包装速度相对较快,能够满足颗粒产品生产企业的高效生产需求。优势:适用范围广:适用于糖、咖啡、水果、茶叶、味精、盐、干燥剂、种子等多种颗粒状产品的包装2。操作稳定可靠:设备运行稳定,能够长时间连续工作,减少了设备故障和停机时间,提高了生产效率。温州浙瑞包装机械科技供应。江苏水平给袋式包装机
- 南京固体给袋式 包装机 2025-07-10
- 舟山泥巴蛋水平给袋式包装机 2025-07-10
- 南京智能包装机 2025-07-10
- 温州鸡蛋给袋式包装机 2025-07-10
- 天津松花蛋包装机 2025-07-09
- 南京给袋式包装机 2025-07-09
- 南京鸡蛋全自动包装机 2025-07-09
- 泥巴蛋自动包装机哪家好 2025-07-09
- 龙港市水平包装机 2025-07-09
- 咸鸭蛋全自动包装机品牌排行 2025-07-09
- 崇明区耐用耐腐蚀橡胶垫片 2025-07-10
- 本地检测设备成交价 2025-07-10
- 武汉空气动压轴承工作原理 2025-07-10
- 青海哪里有钢丝绳 2025-07-10
- 山西天然气蒸汽发生器费用 2025-07-10
- 山东QTYH-20气源处理器 2025-07-10
- 青海电子链板生产线服务商 2025-07-10
- 湖州龙门加工空压机油箱 2025-07-10
- 省电专业生产三相电机量大从优 2025-07-10
- 上海性能优良注塑件 2025-07-10