上海固体自动包装机
大型企业的产量要求很高,可能每分钟需要包装30袋以上,甚至达到每分钟60-100袋。这种情况下,需要选择高速、多工位的真空包装机。这些机器通常是大型的自动化生产线的一部分,除了高速包装外,还能与其他设备(如自动上料机、贴标机、喷码机等)进行联动。例如,一些大型食品加工厂使用的真空包装机,具有四个甚至更多工位,配合自动化的输送带系统,每小时可以包装数千袋产品,极大地提高了生产效率。如果场地空间有限,如小型店铺或者家庭厨房,就需要选择体积小巧的真空包装机。一般来说,小型全自动真空包装机的长宽高尺寸可能在50-80cm之间,而且有些机器还可以选择壁挂式安装,节省地面空间。比如一些专为小型商家设计的机型,它可以轻松地放置在柜台下面,在不使用的时候不会占用太多的空间。浙瑞包装科技为您提供专业的全自动包装机,期待为您!上海固体自动包装机
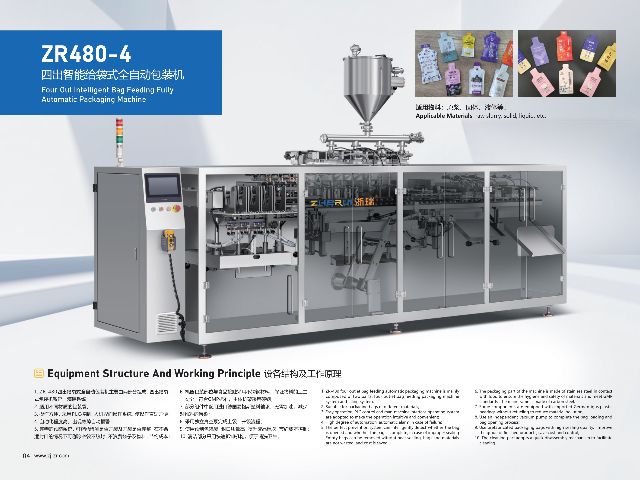
全自动液体灌装机采用磁悬浮柱塞泵,灌装精度达±0.5%,支持0.1-5000ml全量程覆盖。其非接触式液位检测技术,避免传统机械探针污染风险。某化妆品企业应用后,每小时处理12000瓶,产品合格率提升至99.99%,生产场地节省70%。VFFS机型通过卷材膜直接制袋,节省预制袋仓储成本30%以上。其伺服驱动成型器可适应三边封、四边封、自立袋等10种袋型,配合激光打孔装置实现呼吸阀精细加工。某宠物食品公司使用后,包装材料成本下降18%,订单交付周期缩短25天。汕头水平给袋式全自动包装机全自动包装机,就选浙瑞包装科技,用户的信赖之选。
给袋式包装机在医药行业的应用也具有重要意义。医药行业对产品的安全性和有效性要求极高,给袋式包装机以其无菌、防潮、防尘的特性,保障了药品的品质和安全性。其计量和控制系统,能够确保每个包装内的药品数量准确无误。同时,给袋式包装机还支持多种包装形式的切换,如瓶装、袋装等。这种多样化的包装形式不仅满足了不同药品的保存需求,还提高了药品的市场竞争力和患者用药的便捷性。在医药行业追求品质、高效率的现在,给袋式包装机无疑成为了重要的保障设备。
全自动颗粒包装机:特点:针对颗粒物料设计:具有适合颗粒状物料的输送、计量和包装装置,能够保证颗粒物料的顺利装填和包装。包装速度较快:对于颗粒物料的包装速度相对较快,能够满足颗粒产品生产企业的高效生产需求。优势:适用范围广:适用于糖、咖啡、水果、茶叶、味精、盐、干燥剂、种子等多种颗粒状产品的包装2。操作稳定可靠:设备运行稳定,能够长时间连续工作,减少了设备故障和停机时间,提高了生产效率。温州浙瑞包装机械科技供应。浙瑞包装科技为您提供专业的全自动包装机,有想法的不要错过哦!

新一代给袋式包装机搭载物联网技术,支持远程参数调整和实时生产数据追踪。触摸屏界面简化操作流程,故障自诊断功能可快速定位问题(如封口温度异常),减少停机时间,提升设备利用率。某医药企业反馈,智能化升级后生产效率提升40%,人工干预减少70%。采用可降解包装材料与节能电机设计,能耗降低30%,符合欧盟环保标准。例如,锐志机械的RZFD-330T机型使用降解纸袋,减少塑料污染,助力企业通过绿色认证。此外,封口过程无废气排放,契合食品医药行业的高卫生要求。全自动包装机,就选浙瑞包装科技,有想法的可以来电咨询!安徽松花蛋给袋式 包装机
浙瑞包装科技为您提供专业的全自动包装机,欢迎您的来电哦!上海固体自动包装机
我们的给袋式包装机在技术创新上不断突破,致力于为客户提供更加智能、高效的包装解决方案。通过引入人工智能和大数据技术,我们成功实现了给袋式包装机的智能化升级。现在,客户可以通过手机或电脑远程监控设备的运行状态,实时查看包装数量、合格率等关键数据。同时,给袋式包装机还具备自我学习和优化的能力。它能够根据客户的生产需求,自动调整包装参数,以达到包装效果。这种智能化的设计,不仅提高了设备的利用率,还降低了人工干预的成本,为客户带来了经济效益。上海固体自动包装机
- 韶关松花蛋全自动包装机 2025-07-01
- 乐清咸鸭蛋包装机 2025-07-01
- 南京泥巴蛋包装机 2025-07-01
- 河南鸡蛋包装机 2025-07-01
- 贵州液体给袋式全自动包装机 2025-06-30
- 成都泥巴蛋给袋式包装机 2025-06-30
- 珠海固体给袋式 包装机 2025-06-30
- 水平给袋式 包装机设备价格 2025-06-30
- 鸡蛋给袋式全自动包装机 2025-06-30
- 粉剂包装机设备厂家 2025-06-30
- 海南灭菌柜哪家好 2025-07-03
- 个性化无人酒店的创新服务 2025-07-03
- 常州正规浸渗处理便宜 2025-07-03
- 山西个性化园林绿化工程施工联系人 2025-07-03
- 江苏酒店地沟 2025-07-03
- 西南固溶时效热处理设备供应商 2025-07-03
- 武汉工业精密零件加工生产厂家 2025-07-03
- 马鞍山水冷式气悬浮冷水机组价格 2025-07-03
- 广东放电火花机生产厂家 2025-07-03
- 辽宁小型升降机定制 2025-07-03