泥巴蛋自动包装机设备厂家
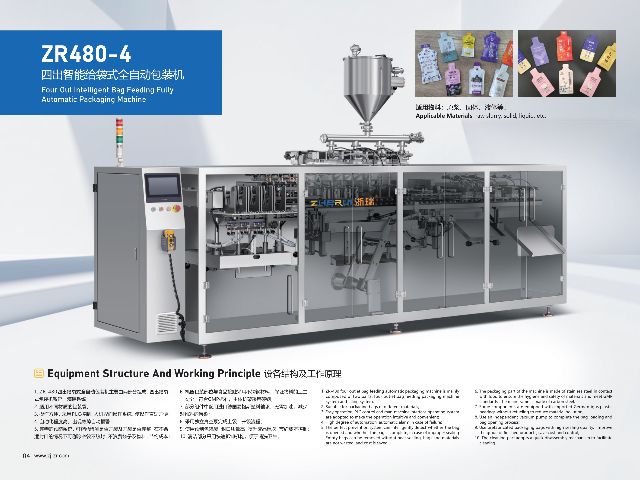
给袋式包装机:自动化包装的新星在快节奏的现代工业生产中,给袋式包装机以其高效、精细的特点,成为了众多行业包装流程中的佼佼者。作为我们公司的产品,给袋式包装机不仅融合了先进的自动化技术,更在细节设计上体现了对用户需求的深刻理解。给袋式包装机能够自动取袋、开袋、填充、封口,整个过程一气呵成,极大地提高了包装效率。其精细的计量系统,确保了每个包装内的产品数量准确无误,既满足了消费者的需求,也提升了企业的品牌形象。此外,给袋式包装机还具备高度的灵活性,能够适应不同尺寸、材质的包装袋,以及多种形态的产品包装需求。浙瑞包装科技是一家专业提供全自动包装机的公司,有想法的可以来电咨询!泥巴蛋自动包装机设备厂家
全自动液体灌装机采用磁悬浮柱塞泵,灌装精度达±0.5%,支持0.1-5000ml全量程覆盖。其非接触式液位检测技术,避免传统机械探针污染风险。某化妆品企业应用后,每小时处理12000瓶,产品合格率提升至99.99%,生产场地节省70%。VFFS机型通过卷材膜直接制袋,节省预制袋仓储成本30%以上。其伺服驱动成型器可适应三边封、四边封、自立袋等10种袋型,配合激光打孔装置实现呼吸阀精细加工。某宠物食品公司使用后,包装材料成本下降18%,订单交付周期缩短25天。湖北泥巴蛋包装机浙瑞包装科技致力于提供专业的全自动包装机,有想法的不要错过哦!
给袋式包装机在化工行业的应用同样广。化工行业的产品种类繁多,对包装的要求也各不相同。给袋式包装机以其适应性和灵活性,能够满足不同化工产品的包装需求。其先进的送袋系统和定位技术,能够确保化工产品在包装过程中的稳定性和安全性。同时,给袋式包装机还支持多种包装形式的切换,如桶装、罐装等。这种多样化的包装形式不仅满足了不同化工产品的保存需求,还提高了产品的市场竞争力和企业的经济效益。化工行业追求品质、高效率,给袋式包装机无疑成为了重要的生产设备。
在电商爆品包装场景中,浙瑞科技的全自动真空包装机展现出性能。其双工位循环系统配合高速真空抽气泵,可实现每分钟60袋的稳定产能,较传统设备效率提升4倍。设备搭载的视觉识别系统能自动剔除异形产品,确保包装一致性。针对生鲜冷链需求,特别设计的预冷装置可将包装后产品温度控制在2℃以下,延长保鲜周期。某生鲜电商企业引入该设备后,物流损耗率从8%降至1.5%,日均处理订单量突破2万单。浙瑞科技始终践行绿色制造理念。其真空包装机采用变频节能技术,空载功耗1.2kW,较同类产品省电40%。设备配备的余热回收系统可将热封过程中产生的热量转化为车间供暖能源,年减排二氧化碳超15吨。在包装材料方面,支持可降解环保膜的使用,帮助客户实现可持续发展目标。某出口企业使用该设备后,成功通过欧盟CE认证及ISO14001环境管理体系认证,提升了国际市场竞争力。全自动包装机,就选浙瑞包装科技,欢迎客户来电!
给袋式包装机安全操作规程:接通电源,对包装机进行预热,检查机器的活动元件运行是否稳定,膜袋、色带、打印、热封等部位,光电、接近开关及空气压力、真空度是否正常。6.给袋式包装机运行时,确保机门关闭,接线盒或控制板外防护罩齐全,避免身体接触活动装置、输送带或热封器及周边部件,防止被卷入或高温烫伤,严禁将手伸入机身防护罩内或触摸运动部件。7.给袋式包装机运行时,不准进行任何调整、维修作业,运行中产生异常声响时,应立即停机处理。8.给袋式包装机运行过程中故障报警灯亮,包装机自动停机,解除报警后,重新按程序进入生产模式;若遇到不报警故障,机器仍在运行,应先按急停按钮停机后,再排除故障。9.工作中应用干净的手操作触摸屏,不准用硬物、尖物碰撞触摸屏,操作时严禁用力过猛,做到轻按轻放,注意清洁保护。10.机器周围要保证足够的操作空间,且不准堆放杂物。要保持车间地板的清洁,避免油污、水渍,以免滑倒。11.工作结束,及时切断给袋式包装机电源。全自动包装机,就选浙瑞包装科技,有需求可以来电咨询!温州鸡蛋自动包装机
全自动包装机,就选浙瑞包装科技,让您满意,欢迎您的来电哦!泥巴蛋自动包装机设备厂家
给袋式包装机在节能环保方面也做出了积极的贡献。其节能设计不仅降低了能源消耗,还减少了碳排放和环境污染。同时,给袋式包装机还采用了易清洁、易维护的设计,降低了生产过程中的废弃物产生和能源消耗。此外,我们还为给袋式包装机配备了智能化的管理系统,能够实时监测设备的能耗和排放情况。通过数据分析和优化调整,我们可以进一步降低设备的能耗和排放,实现更加绿色、环保的生产方式。给袋式包装机还支持多种包装形式的切换,如枕式、立式、三角形等。这种多样化的包装形式,不仅满足了不同产品的包装需求,还为消费者提供了更加丰富的购买选择。泥巴蛋自动包装机设备厂家
- 福建液体水平给袋式包装机 2025-06-17
- 温州咸鸭蛋全自动包装机 2025-06-17
- 液体自动包装机保养 2025-06-17
- 江西固体给袋式 包装机 2025-06-17
- 苏州水平给袋式 包装机 2025-06-17
- 福建鸡蛋给袋式全自动包装机 2025-06-17
- 咸鸭蛋水平给袋式 包装机设备厂家 2025-06-17
- 水平给袋式 包装机哪家好 2025-06-17
- 龙湾区固体包装机 2025-06-17
- 龙湾区给袋式冰袋包装机 2025-06-17
- 低温冷链仓储价格 2025-06-17
- 伊犁**皮带输送机价格合理 2025-06-17
- 上海柜体生产线售后服务 2025-06-17
- 河北CKG8低压真空接触器设备 2025-06-17
- 甘肃电动推杆 2025-06-17
- 宿迁富士豪活塞机组价格 2025-06-17
- 附近哪里有压铸岛自动化产品选择 2025-06-17
- 苏州大型纯水设备 2025-06-17
- 福建铝屑压块机设备 2025-06-17
- 绍兴冷冲模具订做价格 2025-06-17