湖南全自动包装机
给袋式包装机的设计也充分考虑了用户的操作便捷性。我们采用了人性化的设计理念,将操作界面设计得简洁明了,使得用户能够轻松上手。同时,给袋式包装机还配备了多种操作模式,可以根据不同的生产需求进行切换。此外,我们还为给袋式包装机配备了完善的报警系统。当设备出现故障或异常情况时,报警系统会立即发出警报,并显示具体的故障原因和解决方案。这种设计不仅提高了设备的可靠性和安全性,还降低了用户的操作难度和维修成本。全自动包装机,就选浙瑞包装科技,欢迎客户来电!湖南全自动包装机
针对医药、保健品等高洁净度要求行业,浙瑞科技推出的医用级真空包装机采用全不锈钢机身与食品级硅胶密封件,符合GMP认证标准。设备内置紫外线杀菌模块与空气过滤系统,确保包装环境菌落数低于10CFU/m3。其"无接触式"包装技术,通过机械臂抓取产品,避免人工污染风险。在某药企的实际应用中,该设备将产品保质期从6个月延长至18个月,同时降低了30%的次品率,成为医疗包装领域的设备。采用模块化设计,支持快速换模,20分钟内即可完成不同规格包装切换,满足客户多品类生产需求。衢州固体包装机浙瑞包装科技致力于提供专业的全自动包装机,欢迎新老客户来电!
给袋式包装机在包装材料的节约方面也做出了积极的贡献。其先进的送袋系统和定位技术能够确保包装袋的使用和减少浪费。同时,给袋式包装机还支持多种包装形式的切换和定制化服务,使得客户可以根据产品的特点和需求选择合适的包装材料和形式。这种节约包装材料的设计不仅降低了生产成本和资源消耗,还提高了产品的环保性和市场竞争力。追求可持续发展,给袋式包装机的这种节约设计无疑成为了众多企业的方案。通过节约包装材料,企业可以更加有效地利用资源,实现经济效益和社会效益的双赢。
全自动包装机通过AI视觉识别、伺服驱动技术和物联网平台,实现从物料抓取、计量、填充到封箱的全流程自动化。其**优势在于:1)每分钟完成120-200次包装循环,效率提升400%;2)误差率控制在±0.5mm,杜绝人工操作失误;3)支持200+种包装规格一键切换,柔性生产线适应个性化需求。某食品企业引入后,单条产线人力成本下降65%,年综合效益突破800万元。针对GMP认证要求,医药级全自动包装机采用316L不锈钢机身+全密闭设计,配备紫外线杀菌模块和尘埃粒子计数器。其独特的螺杆分装机头可精细分装0.1-500ml液态药品,配合在线称重系统实现100%质量追溯。某药企使用后,通过欧盟CE认证周期缩短40天,包装材料损耗率从3.2%降至0.8%。浙瑞包装科技是一家专业提供全自动包装机的公司,欢迎您的来电哦!
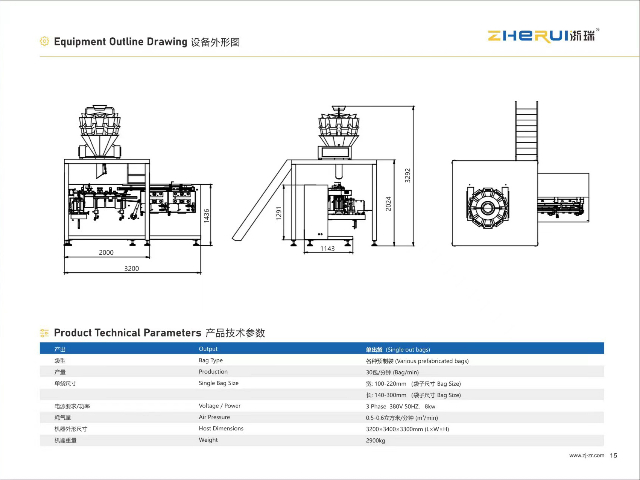
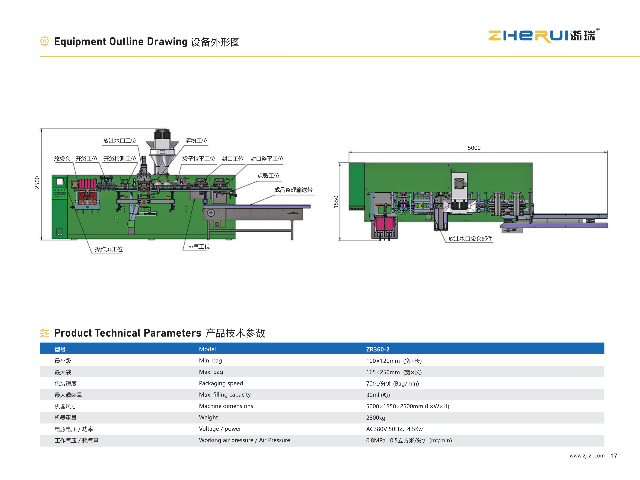
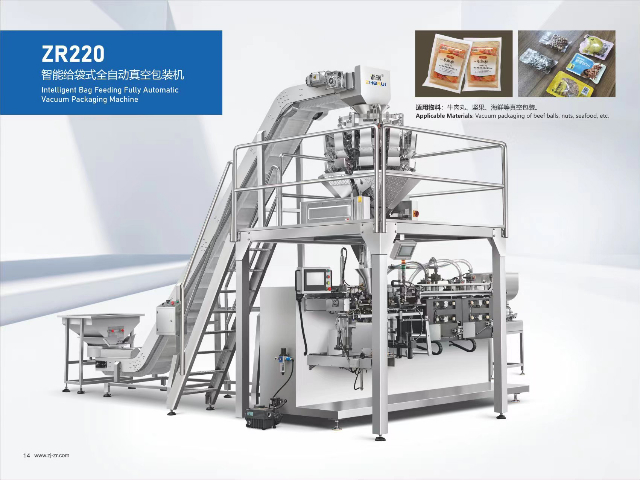
给袋式包装机凭借全自动化操作、计量和高兼容性,成为现代工业包装的设备。其通过机械手自动取袋、真空吸盘开袋、智能填充及热封技术,实现每分钟30-60袋的高效产能,误差率低于±0.5%,降低人工成本。例如,食品行业中的坚果、咖啡豆等易碎品,通过柔性化调整参数,可避免产品破损,确保包装完整性。该设备适用于食品(如薯片、调味料)、医药(颗粒药品)、日化(洗衣粉)及工业零件(螺丝、电子元件)等领域。针对不同物料特性,可配置振动给料、螺旋计量或液体灌装系统,满足粉末、颗粒、液体等多形态产品的包装需求。例如,化工行业通过防腐蚀材质设计,确保强酸碱性物料的包装安全性浙瑞包装科技全自动包装机获得众多用户的认可。鸡蛋 包装机出厂价
浙瑞包装科技是一家专业提供全自动包装机的公司。湖南全自动包装机
在食材包装领域,浙瑞科技的全自动真空包装机凭借微米级精度闻名业界。其真空度调节范围可达0.1-100kPa,满足从干货到液体的全品类包装需求。"动态压力补偿"技术,可根据产品特性自动调整抽气速率,避免液体沸腾或固体变形。某海鲜供应商使用该设备后,产品保鲜期延长至21天,在电商平台的差评率下降72%。设备配备的智能诊断系统可提前预警故障,将停机时间缩短至15分钟以内。为某酱料厂商设计出耐高温高压包装系统,解决了酱料灌装后胀气难题。所有定制机型均通过CE、UL等国际认证,部件采用德国进口伺服电机与日本PLC控制系统,确保稳定性与耐用性。公司建立了24小时响应机制,从方案设计到现场调试,72小时完成交付。湖南全自动包装机
- 汕头泥巴蛋全自动包装机 2025-06-11
- 天津给袋式冰袋包装机 2025-06-11
- 江苏松花蛋包装机 2025-06-11
- 固体包装机保养 2025-06-11
- 湖北泥巴蛋全自动包装机 2025-06-11
- 上海咸鸭蛋给袋式包装机 2025-06-11
- 上海鸡蛋给袋式包装机 2025-06-11
- 重庆固体包装机 2025-06-11
- 绍兴鸡蛋全自动包装机 2025-06-11
- 浙江松花蛋自动包装机 2025-06-11
- 环翠区供应上海三菱电梯哪家好 2025-06-11
- 河北国产水处理设备型号 2025-06-11
- 河南牧草种子加工哪家好 2025-06-11
- 宜兴附近自动拉板厢式压滤机现货 2025-06-11
- 河南半导体氮气仓半导体智能工厂改造费用 2025-06-11
- 珠海气液接触低温蒸发器价格 2025-06-11
- 淮安老旧电梯价格表 2025-06-11
- 南通五轴数控机床电主轴哪里有卖 2025-06-11
- 小型珍珠棉冲压机生产 2025-06-11
- 河源滚筒输送线生产厂家 2025-06-11