液体自动包装机品牌排行
给袋式包装机在包装效率的提升方面也具有明显的优势。其高效的自动化流程,能够大幅度减少人工干预和等待时间,从而提高生产效率。同时,给袋式包装机还具备精细的计量和控制系统,能够确保每个包装内的产品数量和质量保持一致。这种高效、包装方式,不仅提高了产品的附加值和市场竞争力,还为企业带来了更加明显经济效益。在追求高效生产的现在,给袋式包装机无疑成为了众多企业的设备。给袋式包装机在节能环保方面也做出了积极的贡献。浙瑞包装科技致力于提供专业的全自动包装机,有想法可以来我司咨询!液体自动包装机品牌排行

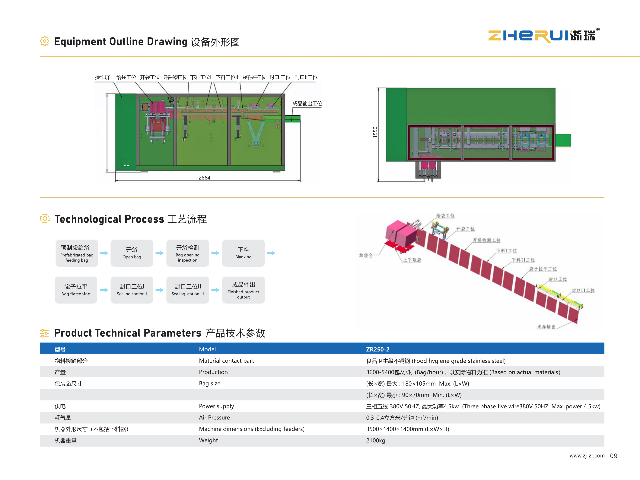
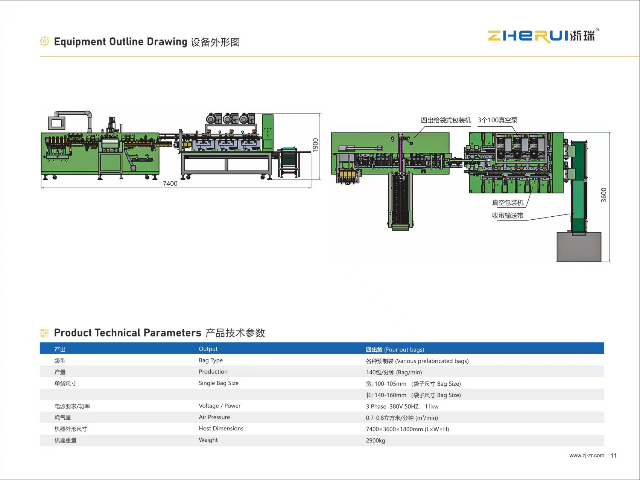
在工业厂房中,虽然空间相对较大,但也要考虑机器的布局合理性。要根据厂房的布局、通道宽度以及与其他设备的配合来选择合适尺寸的真空包装机。同时,还要考虑机器的进出料方式是否与厂房的物流系统相匹配。例如,大型的真空包装机可能需要预留足够的前后空间用于上料和出料,左右两侧也需要一定的空间用于维护和操作人员走动,通常长度可能达到2-3米,宽度在1-1.5米左右。如果预算有限,可能只能考虑价格在几千元的基础型全自动真空包装机。这些机器功能相对简单,包装速度和精度可能稍低,但仍然可以满足一些简单的包装需求。例如,一些国产的入门级真空包装机,价格在3000-5000元左右,适合小型家庭作坊或者初创的小型企业。苏州鸡蛋自动包装机全自动包装机,就选浙瑞包装科技,让您满意,期待您的光临!
全自动液体包装机特点:专门针对液体物料:对于液体的灌装和包装具有特殊的设计和装置,能够确保液体物料的准确灌装,防止泄漏和滴漏。包装形式多样:可根据液体产品的特点和需求,采用不同的包装形式,如袋装、瓶装、罐装等。优势:高效包装液体产品:在液体产品的包装方面具有较高的效率,能够快速完成包装过程,满足液体产品生产企业的大规模生产需求。保证产品质量:通过精确的计量和密封技术,保证液体产品的包装质量,延长产品的保质期。
真空包装机的常出现的问题如何解决1.真空度低,泵油污染、过少或过稀清洗真空泵,更换新真空泵油,抽气时间太短,延长抽气时间,抽气过滤器堵塞,清洗或更换排气过滤器,有漏气处,抽空后关闭电源,检查电磁阀、管接头、真空泵吸气阀及工作室周边密封垫有无漏气处。2.噪音大。真空泵联轴器磨损或破裂更换,排气过滤器堵塞或安装位置不正,清洗或更换排气过滤器并安装正确,有漏气处检查电磁阀是否有漏气并排除。3.真空泵油烟大。抽气过滤器堵塞或污染清洗或更换排气过滤器,泵油污染,更换新油,回油阀堵塞,清洗回油阀。全自动包装机,就选浙瑞包装科技,让您满意,欢迎新老客户来电!
给袋式包装机在包装过程中还能够实现多种附加功能的集成。例如,可以集成打印、贴标、喷码等功能于一体,实现包装的自动化和一体化。这种集成化的设计不仅提高了生产效率,还降低了人工干预的成本和错误率。同时,给袋式包装机还支持多种包装形式的切换和定制化服务,使得客户可以根据产品的特点和需求选择合适的附加功能。这种灵活多样的附加功能不仅满足了客户的个性化需求,还提高了产品的附加值和市场竞争力。在追求品质、高效率生产,给袋式包装机的这种集成化设计无疑成为了众多企业的推荐方案。浙瑞包装科技为您提供专业的全自动包装机,期待您的光临!广东固体自动包装机
浙瑞包装科技的全自动包装机值得放心。液体自动包装机品牌排行
全自动包装机通过AI视觉识别、伺服驱动技术和物联网平台,实现从物料抓取、计量、填充到封箱的全流程自动化。其**优势在于:1)每分钟完成120-200次包装循环,效率提升400%;2)误差率控制在±0.5mm,杜绝人工操作失误;3)支持200+种包装规格一键切换,柔性生产线适应个性化需求。某食品企业引入后,单条产线人力成本下降65%,年综合效益突破800万元。针对GMP认证要求,医药级全自动包装机采用316L不锈钢机身+全密闭设计,配备紫外线杀菌模块和尘埃粒子计数器。其独特的螺杆分装机头可精细分装0.1-500ml液态药品,配合在线称重系统实现100%质量追溯。某药企使用后,通过欧盟CE认证周期缩短40天,包装材料损耗率从3.2%降至0.8%。液体自动包装机品牌排行
- 海口咸鸭蛋给袋式全自动包装机 2025-06-23
- 丽水鸡蛋 包装机 2025-06-23
- 丽水鸡蛋全自动包装机 2025-06-23
- 深圳固体包装机 2025-06-23
- 重庆颗粒包装机 2025-06-23
- 南京给袋式包装机 2025-06-23
- 江苏水平给袋式 包装机 2025-06-23
- 泥巴蛋包装机设备价格 2025-06-23
- 重庆给袋式全自动包装机 2025-06-23
- 鸡蛋自动包装机参数 2025-06-23
- 甘肃除湿联动装置厂家直销 2025-06-23
- 綦江区本地磁混凝推荐厂家 2025-06-23
- 十堰定位支撑缸哪家好 2025-06-23
- 宁夏EPS发泡机 2025-06-23
- 上海国内卷圆加工联系方式 2025-06-23
- 哪些防爆加湿机诚信合作 2025-06-23
- 苏州大型喷涂设备源头工厂 2025-06-23
- 无锡吊链除铁器作用 2025-06-23
- 南京金属材料无损检测怎么用 2025-06-23
- 广东同步电动推杆 2025-06-23