智能包装机厂家供应
针对医药、保健品等高洁净度要求行业,浙瑞科技推出的医用级真空包装机采用全不锈钢机身与食品级硅胶密封件,符合 GMP 认证标准。设备内置紫外线杀菌模块与空气过滤系统,确保包装环境菌落数低于 10CFU/m3。其 "无接触式" 包装技术,通过机械臂抓取产品,避免人工污染风险。在某药企的实际应用中,该设备将产品保质期从 6 个月延长至 18 个月,同时降低了 30% 的次品率,成为医疗包装领域的设备。采用模块化设计,支持快速换模,20 分钟内即可完成不同规格包装切换,满足客户多品类生产需求。全自动包装机,就选浙瑞包装科技,让您满意,欢迎您的来电哦!智能包装机厂家供应
如果主要包装固体产品,如饼干、坚果、电子零件等,对真空包装机的要求相对较为常规。重点考虑机器的真空度调节范围和封口强度。一般来说,真空度能达到 - 0.08MPa 至 - 0.1MPa 之间就可以满足大多数固体产品的包装需求,封口宽度在 4 - 10mm 左右能保证良好的封口质量。例如,温州浙瑞包装机械科技有限公司的某款机型,真空度比较高可达 - 0.1MPa,封口宽度为 8mm,能够有效地将固体产品与外界空气隔绝,延长保质期。当涉及液体(如酱汁、饮料)或半液体(如果酱、膏体)产品时,包装机需要具备特殊的功能。首先,要确保机器有防止液体被抽进真空泵的装置,否则会损坏真空泵。其次,对于这类产品,包装速度可能需要适当放慢,以保证包装的完整性。比如一些先进的真空包装机采用了倾斜式包装或者特殊的液体防溅装置,能够很好地处理液体产品。浙瑞公司的一款专为液体包装设计的机型,其内部设有液体隔离舱,通过巧妙的结构设计,在抽真空过程中有效阻止液体进入真空泵系统。包装机电话全自动包装机,就选浙瑞包装科技,用户的信赖之选,欢迎新老客户来电!
全自动包装机通过 AI 视觉识别、伺服驱动技术和物联网平台,实现从物料抓取、计量、填充到封箱的全流程自动化。其**优势在于:1)每分钟完成 120-200 次包装循环,效率提升 400%;2)误差率控制在 ±0.5mm,杜绝人工操作失误;3)支持 200 + 种包装规格一键切换,柔性生产线适应个性化需求。某食品企业引入后,单条产线人力成本下降 65%,年综合效益突破 800 万元。针对 GMP 认证要求,医药级全自动包装机采用 316L 不锈钢机身 + 全密闭设计,配备紫外线杀菌模块和尘埃粒子计数器。其独特的螺杆分装机头可精细分装 0.1-500ml 液态药品,配合在线称重系统实现 100% 质量追溯。某药企使用后,通过欧盟 CE 认证周期缩短 40 天,包装材料损耗率从 3.2% 降至 0.8%。
给袋式包装机在医药行业的应用也具有重要意义。医药行业对产品的安全性和有效性要求极高,给袋式包装机以其无菌、防潮、防尘的特性,保障了药品的品质和安全性。其计量和控制系统,能够确保每个包装内的药品数量准确无误。同时,给袋式包装机还支持多种包装形式的切换,如瓶装、袋装等。这种多样化的包装形式不仅满足了不同药品的保存需求,还提高了药品的市场竞争力和患者用药的便捷性。在医药行业追求品质、高效率的现在,给袋式包装机无疑成为了重要的保障设备。浙瑞包装科技为您提供专业的全自动包装机。
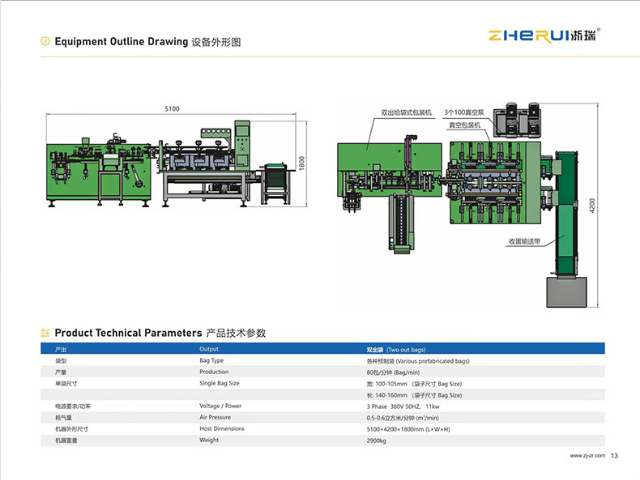
大型企业的产量要求很高,可能每分钟需要包装 30 袋以上,甚至达到每分钟 60 - 100 袋。这种情况下,需要选择高速、多工位的真空包装机。这些机器通常是大型的自动化生产线的一部分,除了高速包装外,还能与其他设备(如自动上料机、贴标机、喷码机等)进行联动。例如,一些大型食品加工厂使用的真空包装机,具有四个甚至更多工位,配合自动化的输送带系统,每小时可以包装数千袋产品,极大地提高了生产效率。如果场地空间有限,如小型店铺或者家庭厨房,就需要选择体积小巧的真空包装机。一般来说,小型全自动真空包装机的长宽高尺寸可能在 50 - 80cm 之间,而且有些机器还可以选择壁挂式安装,节省地面空间。比如一些专为小型商家设计的机型,它可以轻松地放置在柜台下面,在不使用的时候不会占用太多的空间。全自动包装机,就选浙瑞包装科技,欢迎客户来电!咸鸭蛋全自动包装机参数
浙瑞包装科技为您提供专业的全自动包装机,有想法可以来我司咨询!智能包装机厂家供应
选择有良好品牌形象和口碑的真空包装机制造商是很重要的。可以通过查看用户评价、行业论坛、咨询同行等方式了解品牌的信誉。像温州浙瑞包装机械科技有限公司,在行业内经营多年,积累了良好的口碑,其产品质量和售后服务都得到了用户的认可。售后响应时间和维修网络:要了解厂家的售后响应时间,特别是当机器出现故障时,能否及时提供维修服务。如果机器故障不能及时修复,将会给生产带来很大的损失。一些大型的品牌在全国各地都有维修服务网点,能够快速响应客户的维修需求。智能包装机厂家供应
- 金华咸鸭蛋给袋式包装机 2025-06-04
- 安徽咸鸭蛋给袋式包装机 2025-06-04
- 湖南给袋式全自动包装机 2025-06-03
- 云南液体水平给袋式包装机 2025-06-03
- 山东松花蛋全自动包装机 2025-06-03
- 湖北鸡蛋给袋式包装机 2025-06-03
- 天津鸡蛋全自动包装机 2025-06-03
- 瑞安给袋式颗粒包装机 2025-06-03
- 云南松花蛋水平 包装机 2025-06-03
- 舟山松花蛋给袋式全自动包装机 2025-06-03
- 工业龙门加工常用知识 2025-06-04
- 上海水泥装车机收尘移动通风槽改造 2025-06-04
- 玻璃钢风机37千瓦多少钱 2025-06-04
- 浙江圆盘式双面数控研磨机 2025-06-04
- 临沂哪里有金属打包机价格 2025-06-04
- 合川区直销磁混凝销售公司 2025-06-04
- 江苏螺旋无油压缩机价格 2025-06-04
- 广州定制点钻机器人 2025-06-04
- MP4收膜机购买 2025-06-04
- 平面度检测工业相机特点 2025-06-04