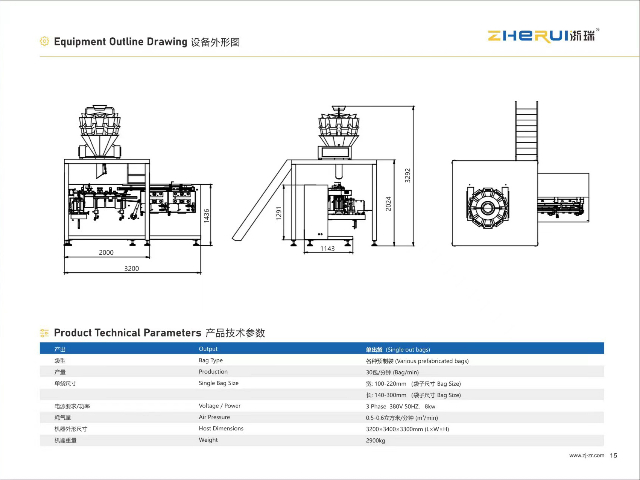
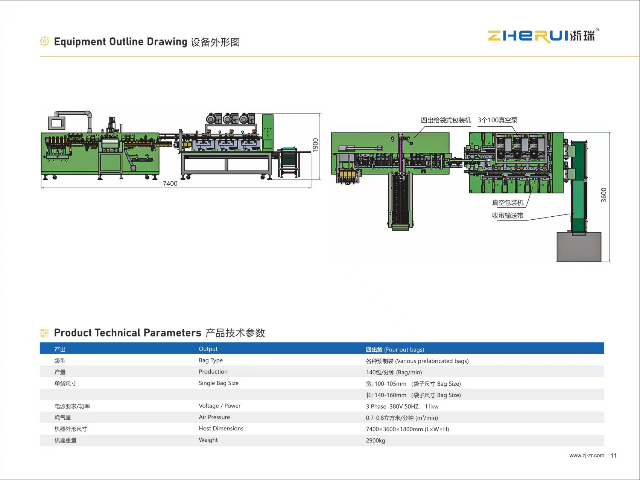
乐清固体水平给袋式包装机
给袋式包装机凭借全自动化操作、计量和高兼容性,成为现代工业包装的设备。其通过机械手自动取袋、真空吸盘开袋、智能填充及热封技术,实现每分钟30-60袋的高效产能,误差率低于±0.5%,降低人工成本。例如,食品行业中的坚果、咖啡豆等易碎品,通过柔性化调整参数,可避免产品破损,确保包装完整性。该设备适用于食品(如薯片、调味料)、医药(颗粒药品)、日化(洗衣粉)及工业零件(螺丝、电子元件)等领域。针对不同物料特性,可配置振动给料、螺旋计量或液体灌装系统,满足粉末、颗粒、液体等多形态产品的包装需求。例如,化工行业通过防腐蚀材质设计,确保强酸碱性物料的包装安全性

全自动包装机通过 AI 视觉识别、伺服驱动技术和物联网平台,实现从物料抓取、计量、填充到封箱的全流程自动化。其**优势在于:1)每分钟完成 120-200 次包装循环,效率提升 400%;2)误差率控制在 ±0.5mm,杜绝人工操作失误;3)支持 200 + 种包装规格一键切换,柔性生产线适应个性化需求。某食品企业引入后,单条产线人力成本下降 65%,年综合效益突破 800 万元。针对 GMP 认证要求,医药级全自动包装机采用 316L 不锈钢机身 + 全密闭设计,配备紫外线杀菌模块和尘埃粒子计数器。其独特的螺杆分装机头可精细分装 0.1-500ml 液态药品,配合在线称重系统实现 100% 质量追溯。某药企使用后,通过欧盟 CE 认证周期缩短 40 天,包装材料损耗率从 3.2% 降至 0.8%。
浙瑞公司承诺在接到客户故障报修后,24 小时内给出解决方案,并且在一些主要的销售区域设有配件仓库,能够快速提供所需的配件进行维修。技术培训和升级服务:对于较为复杂的全自动真空包装机,操作人员需要经过一定的培训才能熟练操作。好的厂家会提供完善的技术培训服务,包括设备操作、维护保养、简单故障排除等方面的培训。此外,随着技术的不断发展,机器可能需要进行软件升级或者硬件更新,厂家是否提供相应的升级服务也是需要考虑的因素。
给袋式包装机在食品、医药、化工等多个领域展现出了其强大的应用能力。其独特的给袋系统,能够识别并抓取各种形状和尺寸的包装袋,从而保证了包装的完整性和美观性。此外,给袋式包装机还配备了先进的传感器和控制系统,能够实时监测和调整包装过程中的各项参数,确保产品质量的稳定性和一致性。在食品行业,给袋式包装机广泛应用于坚果、糖果、肉类等产品的包装。其高效的包装速度和计量系统,提高了生产效率,同时也为消费者提供了更加便捷、卫生的购买体验。在医药行业,给袋式包装机则以其无菌、防潮、防尘的特性,保障了药品的安全性和有效性。浙瑞包装科技为您提供专业的全自动包装机,期待为您!
预算在 15 - 30 万元左右,可以购买到功能比较齐全、性能较为稳定的中型全自动真空包装机。这类机器通常来自比较有名的品牌,如温州浙瑞包装机械科技有限公司的部分机型,它们在包装速度、精度、质量以及售后服务等方面都有一定的保障,适合中等规模的企业。对于大型企业或者对包装质量和效率要求极高的用户,预算可能在 50 万元以上,甚至高达数十万元。这个价位的真空包装机往往是机型,具备高速、高精度、多功能集成等特点,并且有完善的售后服务和技术支持体系。例如,一些进口的真空包装机,或者国产的大型自动化真空包装生产线,能够满足大规模、高质量的包装需求。浙瑞包装科技为您提供专业的全自动包装机,欢迎您的来电!广州泥巴蛋水平给袋式包装机
浙瑞包装科技为您提供专业的全自动包装机,期待您的光临!乐清固体水平给袋式包装机
全自动包装机的结构合理,性能可靠。自动包装机采用双同步带拉膜,由气缸控制张紧,自动纠偏,全自动包装机的使用范围:方便面、雪糕、饼干、威化饼干、蛋黄派、蛋卷、面包、香肠、海苔、冷冻食品、药品、药板、输液袋(瓶)、肥皂、香皂、蚊香、纸巾、卫生纸、卡片、胶带、一次性餐具(刀叉)等固定形体物品的包装。全自动包装机功能:1.自适应软件,具有控制参数自动设定、落差自动修正、超差报警、故障自诊断等功能。2.自动包装机计量精度高、性能稳定、数码显示,操作更为简便快捷。3.采用进口传感器、气动执行机构,工作可靠、维护简单、无法污染。4.采用双秤体、高速计量系统,可交替或同步使用,工作效率高。5.机壳采用喷塑工艺,与物料接触部件选用进口不锈钢材料,流动性好、卫生标准高、耐磨损、抗腐蚀、设备使用寿命长。乐清固体水平给袋式包装机
- 成都咸鸭蛋水平给袋式 包装机 2025-05-26
- 湖州松花蛋给袋式全自动包装机 2025-05-26
- 河南泥巴蛋给袋式全自动包装机 2025-05-26
- 海口粉剂包装机 2025-05-26
- 温州水平给袋式 包装机 2025-05-26
- 台州松花蛋给袋式全自动包装机 2025-05-26
- 舟山泥巴蛋给袋式包装机 2025-05-26
- 广西液体水平给袋式包装机 2025-05-26
- 云南咸鸭蛋给袋式包装机 2025-05-26
- 湖北给袋式冰袋包装机 2025-05-26
- 台州购买过滤器商家 2025-05-29
- 数字化大管超声涡流设备维修 2025-05-29
- 成都自然冷却型光学计量仪器价钱 2025-05-29
- 无锡节能通用机械维修价格行情 2025-05-29
- 天津泵用干气密封用途 2025-05-29
- 安徽PPR全铜球阀批发 2025-05-29
- 浙江非标真空设备腔体 2025-05-29
- 上饶全自动固化室供应商 2025-05-29
- 河南XQ250412机械阀生产厂家 2025-05-29
- 上海玉米种子加工厂家直销 2025-05-29