固体水平给袋式包装机
全自动液体包装机特点:专门针对液体物料:对于液体的灌装和包装具有特殊的设计和装置,能够确保液体物料的准确灌装,防止泄漏和滴漏。包装形式多样:可根据液体产品的特点和需求,采用不同的包装形式,如袋装、瓶装、罐装等。优势:高效包装液体产品:在液体产品的包装方面具有较高的效率,能够快速完成包装过程,满足液体产品生产企业的大规模生产需求。保证产品质量:通过精确的计量和密封技术,保证液体产品的包装质量,延长产品的保质期。浙瑞包装科技为您提供专业的全自动包装机,期待为您!固体水平给袋式包装机
针对医药、保健品等高洁净度要求行业,浙瑞科技推出的医用级真空包装机采用全不锈钢机身与食品级硅胶密封件,符合 GMP 认证标准。设备内置紫外线杀菌模块与空气过滤系统,确保包装环境菌落数低于 10CFU/m3。其 "无接触式" 包装技术,通过机械臂抓取产品,避免人工污染风险。在某药企的实际应用中,该设备将产品保质期从 6 个月延长至 18 个月,同时降低了 30% 的次品率,成为医疗包装领域的设备。采用模块化设计,支持快速换模,20 分钟内即可完成不同规格包装切换,满足客户多品类生产需求。海口鸡蛋给袋式包装机全自动包装机,就选浙瑞包装科技。

如果主要包装固体产品,如饼干、坚果、电子零件等,对真空包装机的要求相对较为常规。重点考虑机器的真空度调节范围和封口强度。一般来说,真空度能达到 - 0.08MPa 至 - 0.1MPa 之间就可以满足大多数固体产品的包装需求,封口宽度在 4 - 10mm 左右能保证良好的封口质量。例如,温州浙瑞包装机械科技有限公司的某款机型,真空度比较高可达 - 0.1MPa,封口宽度为 8mm,能够有效地将固体产品与外界空气隔绝,延长保质期。当涉及液体(如酱汁、饮料)或半液体(如果酱、膏体)产品时,包装机需要具备特殊的功能。首先,要确保机器有防止液体被抽进真空泵的装置,否则会损坏真空泵。其次,对于这类产品,包装速度可能需要适当放慢,以保证包装的完整性。比如一些先进的真空包装机采用了倾斜式包装或者特殊的液体防溅装置,能够很好地处理液体产品。浙瑞公司的一款专为液体包装设计的机型,其内部设有液体隔离舱,通过巧妙的结构设计,在抽真空过程中有效阻止液体进入真空泵系统。
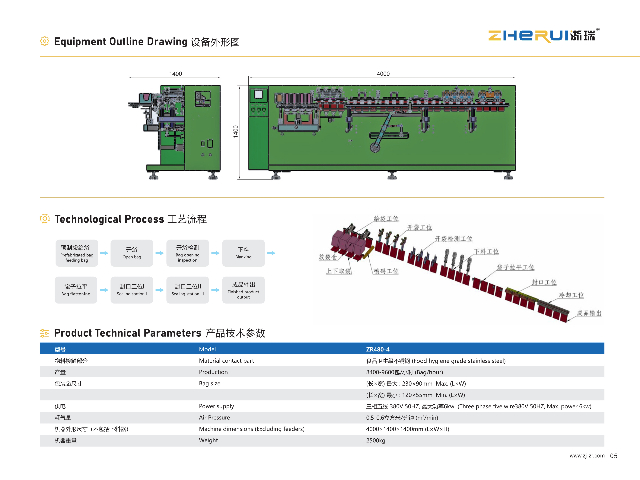
给袋式包装机凭借全自动化操作、计量和高兼容性,成为现代工业包装的设备。其通过机械手自动取袋、真空吸盘开袋、智能填充及热封技术,实现每分钟30-60袋的高效产能,误差率低于±0.5%,降低人工成本。例如,食品行业中的坚果、咖啡豆等易碎品,通过柔性化调整参数,可避免产品破损,确保包装完整性。该设备适用于食品(如薯片、调味料)、医药(颗粒药品)、日化(洗衣粉)及工业零件(螺丝、电子元件)等领域。针对不同物料特性,可配置振动给料、螺旋计量或液体灌装系统,满足粉末、颗粒、液体等多形态产品的包装需求。例如,化工行业通过防腐蚀材质设计,确保强酸碱性物料的包装安全性

全自动颗粒包装机:特点:针对颗粒物料设计:具有适合颗粒状物料的输送、计量和包装装置,能够保证颗粒物料的顺利装填和包装。包装速度较快:对于颗粒物料的包装速度相对较快,能够满足颗粒产品生产企业的高效生产需求。优势:适用范围广:适用于糖、咖啡、水果、茶叶、味精、盐、干燥剂、种子等多种颗粒状产品的包装2。操作稳定可靠:设备运行稳定,能够长时间连续工作,减少了设备故障和停机时间,提高了生产效率。温州浙瑞包装机械科技供应。全自动包装机,就选浙瑞包装科技,用户的信赖之选,欢迎您的来电!四川液体水平给袋式包装机
浙瑞包装科技致力于提供专业的全自动包装机,竭诚为您提供产品和服务。固体水平给袋式包装机
给袋式包装机在包装效率的提升方面也具有明显的优势。其高效的自动化流程,能够大幅度减少人工干预和等待时间,从而提高生产效率。同时,给袋式包装机还具备精细的计量和控制系统,能够确保每个包装内的产品数量和质量保持一致。这种高效、包装方式,不仅提高了产品的附加值和市场竞争力,还为企业带来了更加明显经济效益。在追求高效生产的现在,给袋式包装机无疑成为了众多企业的设备。给袋式包装机在节能环保方面也做出了积极的贡献。固体水平给袋式包装机
- 海口泥巴蛋水平给袋式包装机 2025-08-02
- 广东松花蛋给袋式包装机 2025-08-02
- 乐清水平给袋式 包装机 2025-08-02
- 松花蛋水平 包装机推荐厂家 2025-08-02
- 衢州鸡蛋自动包装机 2025-08-02
- 丽水松花蛋给袋式 包装机 2025-08-02
- 广东水平包装机 2025-08-02
- 宁波颗粒包装机 2025-08-02
- 四川咸鸭蛋水平给袋式 包装机 2025-08-02
- 湖南泥巴蛋水平给袋式包装机 2025-08-02
- 孝感机场维修高空作业平台种类 2025-08-02
- 山东气体监测传感器代加工 2025-08-02
- 新北区靠谱的激光全息制版系统厂家电话 2025-08-02
- 普陀区便捷式搅拌机保养 2025-08-02
- 阜宁本地通用机械维修销售厂家 2025-08-02
- 嘉定区常见管式膜厂家现货 2025-08-02
- 纯结构防松动螺栓 2025-08-02
- 宝山区水处理平板膜元件 2025-08-02
- 海南非标气动打标机应用 2025-08-02
- 广东400KG热水免检锅炉设备种类 2025-08-02